Dans le monde de la filtration de l’air, les performances des filtres ne dépendent pas uniquement du média filtrant, mais également du cadre qui le supporte. Ce dernier influence directement la durabilité, la résistance mécanique, la compatibilité avec les systèmes de ventilation, mais aussi les coûts logistiques et d’exploitation.
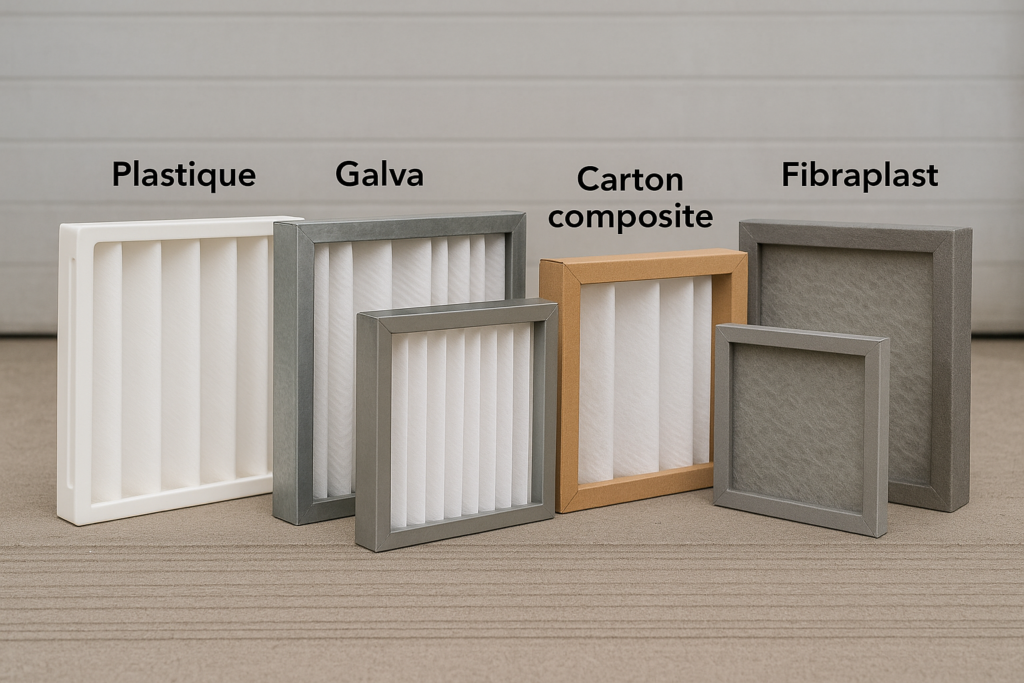
Parmi les différentes solutions disponibles – acier galvanisé, inox, plastique, composites – le cadre en carton composite se distingue comme étant l’option la plus économique et la plus légère, particulièrement adaptée aux filtres jetables à cycle court.
Dans cet article, nous explorons en profondeur les caractéristiques techniques, avantages, inconvénients, usages, et limites des cadres en carton composite dans les systèmes de ventilation (HVAC).
✅ 1. Qu’est-ce qu’un cadre en carton composite ?
Le carton composite est une matière à base de papier recyclé ou pressé, traité ou enduit avec des additifs spécifiques (paraffine, plastifiants, résines) pour lui conférer une certaine rigidité et résistance minimale à l’humidité.
On distingue plusieurs types de finitions :
- Carton pressé brut : le plus économique, sans traitement.
- Carton paraffiné : enduit de cire pour résister légèrement à l’humidité.
- Carton enduit de résine : plus rigide, meilleure tenue à court terme.
Ce matériau est utilisé comme cadre pour les préfiltres G2 à M5, souvent de format standard (592 x 592 mm ou 287 x 592 mm), destinés à une utilisation temporaire ou saisonnière.
✅ 2. Avantages techniques des cadres en carton composite
🟢 Extrêmement économique
- Le coût matière est le plus bas du marché des cadres filtrants.
- Idéal pour les grands volumes à usage court (bâtiments publics, tertiaires, logements).
- Compatible avec les politiques de réduction des budgets de maintenance.
🟢 Très léger
- Poids unitaire très faible (< 300 g pour un filtre complet).
- Réduction de la pénibilité pour les techniciens.
- Diminution significative des frais de transport et d’emballage.
🟢 Jetable et incinérable
- Le carton composite peut être jeté sans tri dans les filières d’incinération.
- Ne nécessite pas de séparation des matériaux comme le plastique ou le métal.
- Facilement compactable, avec faible empreinte carbone en fin de vie.
🟢 Suffisant pour les filtres à courte durée de vie
- Convient parfaitement pour les préfiltres G4 ou M5 destinés à être changés tous les 1 à 3 mois.
- Adapté aux applications peu critiques ou temporaires.
✅ 3. Limites et inconvénients du carton composite
🔴 Très faible résistance à l’humidité
- En cas de condensation ou d’humidité ambiante élevée, le cadre :
- Se déforme,
- Perd sa rigidité,
- Peut se désagréger.
- À proscrire en CTA, cuisines collectives, piscines, milieux industriels.
🔴 Faible tenue mécanique
- Supporte mal les vibrations, chocs, ou pressions différentielles.
- Ne convient pas aux filtres soumis à des débits d’air élevés ou à des poussières lourdes.
- Risque de déchirure ou d’écrasement à la manipulation.
🔴 Non adapté à la réutilisation
- Cadre non lavable, non démontable.
- À usage unique uniquement.
- Non compatible avec les médias filtrants lavables ou interchangeables.
✅ 4. Analyse économique : pourquoi le carton reste une option pertinente
| Critère | Carton composite | Plastique | Galva | Inox |
|---|---|---|---|---|
| Coût matière première | 💶 | 💶💶 | 💶💶💶 | 💶💶💶💶💶 |
| Coût de fabrication | Très faible | Faible | Moyen | Élevé |
| Coût logistique | Très faible | Faible | Moyen | Élevé |
| Durée de vie | 1 à 3 mois | 1 à 2 ans | 5 à 10 ans | 10 à 20 ans |
| Recyclabilité | Moyenne (incinération facile) | Variable | Moyenne | Excellente |
👉 Le carton composite est la solution idéale pour :
- Des installations avec budget très limité,
- Des filtres remplacés fréquemment,
- Des usages non critiques sur le plan de l’hygiène ou de la performance.
✅ 5. Usages recommandés des cadres en carton composite
🏠 Ventilation résidentielle (VMC)
- Maisons individuelles, logements collectifs.
- Filtration de l’air neuf ou recyclé, en basse vitesse.
🏢 Bureaux et tertiaire léger
- Espaces peu exposés à des polluants lourds.
- Préfiltration saisonnière (printemps/pollen, automne/poussières).
🏗️ Chantiers temporaires
- Bases vie, bâtiments modulaires, événements.
- Systèmes de filtration temporaires.
🎪 Structures événementielles ou démontables
- Salles d’exposition, festivals, salons.
- Filtration temporaire à bas coût.
🧹 Filtres G4 / M5 jetables
- Filtres plissés, panneaux plats, panneaux fibreux avec média en polyester.
- Remplacement mensuel ou bimestriel.
✅ 6. Bonnes pratiques d’utilisation et de stockage
- Stockage en milieu sec uniquement :
- Carton composite = hydrophile.
- Humidité = déformation ou moisissure.
- Éviter les environnements vibrants :
- Risque de déchirement au niveau des coins et du média.
- À utiliser uniquement en ventilation basse pression.
- Rotation des stocks fréquente :
- Durée de vie en stockage : 6 à 12 mois maximum.
- Carton vieillit vite s’il est exposé à l’air, à la lumière ou à la chaleur.
- Vérification du format avant usage :
- Le carton peut travailler (se déformer) sous contrainte thermique.
- Vérifier la compatibilité avec les rails ou caissons avant installation.
✅ 7. Innovations et alternatives dans les cadres carton
🆕 Carton enduit haute tenue
- Résistance accrue à l’humidité pendant quelques jours.
- Toujours non lavable, mais plus robuste lors du stockage et du transport.
🆕 Cadres renforcés carton + plastique
- Carton pressé avec armature intérieure plastique légère.
- Maintien de la légèreté avec gain en rigidité.
🆕 Carton biosourcé ou compostable
- Recherches en cours sur des cadres compostables (avec colles biodégradables).
- Intégration dans des démarches RSE et économie circulaire.
✅ 8. Comparatif final : carton vs autres matériaux
| Critère | Carton composite | Plastique | Galva | Inox |
|---|---|---|---|---|
| Prix | 💶 | 💶💶 | 💶💶💶 | 💶💶💶💶💶 |
| Poids | Très léger | Léger | Lourd | Très lourd |
| Résistance humidité | ❌ | ✅ | Moyenne | ✅✅✅ |
| Résistance mécanique | ❌ | Moyenne | ✅✅ | ✅✅✅✅ |
| Durée de vie | 1 à 3 mois | 1 à 2 ans | 5 à 10 ans | 10 à 20 ans |
| Jetable | ✅ | Souvent | Non | Non |
| Recyclabilité | ♻️ (incinération) | ♻️ (si tri) | ♻️ (ferraille) | ♻️ (inox pur) |
✅ Quand opter pour un cadre en carton composite ?
Le cadre en carton composite est une solution ultra économique, légère, jetable et rapide à déployer. Il est parfaitement adapté à :
- Des installations peu critiques,
- Des environnements secs,
- Des remplacements fréquents,
- Des projets temporairement filtrés.
✔️ Idéal pour les filtres G4 / M5 à courte durée de vie
✔️ Compatible avec les politiques de réduction des déchets
✔️ Particulièrement intéressant en logement social, bâtiments modulaires, ou filtres saisonniers
⚠️ À éviter dans tous les contextes :
- À humidité élevée
- À forte pression
- En milieu industriel ou stérile
✅ En résumé
Le cadre en carton composite est au filtre ce que la capsule jetable est au café : rapide, pratique, économique… mais à usage unique.
Il est important de noter que les filtres à air ne sont pas tous interchangeables et que le choix de la classe de filtres doit être déterminé en fonction de l’application spécifique et des exigences en matière de qualité de l’air. Il est également important de remplacer régulièrement les filtres à air conformément aux instructions du fabricant pour maintenir leur efficacité et garantir la qualité de l’air intérieur.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
- FAQ : Filtration des VMC doubles flux (Foire aux Questions sur la Filtration de l’Air Ambiant pour les Particuliers)
- FAQ : Filtration de l’air ambiant pour les cabines de peinture, spécialement conçue pour les professionnels de type garage carrosseries
- FAQ : Traitement de la Filtration de l’Air pour les Applications de Soudure (MIG MAG TIG brasure …)
- FAQ : Systèmes de Filtration pour Salles Blanches (Industrie Pharmaceutique, Électronique, etc.)
- FAQ : Filtration de l’Air pour Salles de Réunion et Espaces Publics
- FAQ : Cuisines professionnelles et salle de restauration
- FAQ : Filtres et filtrations des blocs opératoires et salle d’opérations
- FAQ : Filtres pour dépoussiérage industriel
- FAQ : Filtres ventilations en rouleaux et Optimisation de la Filtration d’Air : Guide Technique et Scientifique pour les Filtres Ventilation et Traitement d’Air
- La Filtration de l’Air Ambiant : questions / réponses fréquentes
- Lien : classement de qualité de filtration
- Lien : Normes de qualité de l’air
- Lien : Les avantages de la filtration de l’air
- Lien : Le Traitement des Odeurs : Comment la Filtration de l’Air et la Ventilation Améliorent la Qualité de l’Air Intérieur
- Lien : Comprendre les Pertes de Charge dans les Systèmes de Filtration de Ventilation : Optimisation de l’Efficacité des Filtres à Air 1
- Comprendre les Pertes de Charge dans les Systèmes de Filtration de Ventilation : Optimisation de l’Efficacité des Filtres à Air 2
- Maîtriser l’Art de la Filtration : Lutte Efficace Contre les Brouillards d’Huile
- La Clé de l’Efficacité en Ventilation et Traitement d’Air : Les Vitesses de Passage à travers les Filtres et l’Importance du Respect des Recommandations des Fabricants
- Lien pour achats :
- www.envirofluides.com
- www.sitimp.com
- www.exafluids.com