Reconnecte-toi à ton pouvoir intérieur pour bâtir une vie alignée, épanouissante et pleine de sens
Et si tu étais déjà l’architecte de ta vie… sans le savoir ?
Dans un monde saturé de sollicitations, de jugements et de distractions permanentes, beaucoup de gens vivent en mode automatique. Ils courent d’une tâche à l’autre, répondent à des attentes qui ne sont pas les leurs, et finissent par s’éteindre à petit feu. Pourtant, au fond de chacun de nous, réside une énergie créatrice immense, un pouvoir de transformation radicale. Il ne s’agit pas de magie, mais d’alignement.
Cet article est un appel au réveil. Un guide pour reprendre les rênes, pour se reconnecter à soi-même, pour devenir l’architecte conscient de sa propre existence.
Tu y découvriras comment t’appuyer sur six piliers essentiels :
La pleine conscience
L’énergie positive
La maîtrise du temps
L’alimentation consciente
L’ikigai (ta raison d’être)
Une approche holistique du bonheur
1. La Pleine Conscience : La Clé de la Présence et du Pouvoir Intérieur
La pleine conscience, ce n’est pas “juste” méditer assis en tailleur. C’est une façon d’être au monde, une pratique quotidienne qui consiste à ramener ton attention au moment présent.
🌿 Pourquoi c’est essentiel ?
Parce que tout ce que tu vis – émotions, décisions, relations – se joue dans l’instant.
Sans conscience :
Tu réagis au lieu d’agir
Tu subis au lieu de choisir
Tu passes à côté de ta vie
Avec la pleine conscience :
Tu développes une présence calme et lucide
Tu apprends à observer tes pensées sans t’y identifier
Tu reprends la main sur ton mental et sur tes réactions
🧘♂️ À intégrer dans ton quotidien :
10 minutes de respiration consciente chaque matin
Des micro-pauses dans la journée pour observer ce que tu ressens
Manger, marcher, écouter… en pleine attention
La pleine conscience te reconnecte à toi-même. C’est le socle de toute transformation durable.
2. L’Énergie Positive : Ta Fréquence Détermine Ton Réel
Chaque pensée, chaque émotion, chaque mot émet une fréquence énergétique. Tu attires ce que tu vibres. Ce n’est pas un slogan spirituel, c’est un principe de résonance.
🔋 Comment cultiver cette énergie ?
💭 En maîtrisant ton dialogue intérieur : transforme le “je n’y arriverai jamais” en “je suis en chemin”
🌞 En t’exposant à la lumière, à la nature, à l’art, à la beauté
🧩 En t’entourant de personnes qui élèvent ton niveau d’énergie, pas qui l’épuisent
L’énergie positive ne veut pas dire nier les difficultés. Elle signifie que tu choisis la lumière même dans la tempête, que tu cherches le sens, la leçon, la croissance, là où d’autres voient seulement l’échec.
Ta vie changera non quand tes problèmes disparaîtront, mais quand ta manière de les regarder évoluera.
3. La Maîtrise de Ton Temps : Reprendre les Rênes de Ton Agenda, c’est Reprendre le Pouvoir
“Je n’ai pas le temps” = “Ce n’est pas ma priorité”.
Tu veux changer ta vie ? Alors commence par reprendre le contrôle de ton emploi du temps. Chaque minute que tu consacres à ce qui ne t’élève pas… est une minute volée à ce qui te rend vivant.
⏳ Astuces pour devenir le maître de ton temps :
Planifie d’abord ce qui est important pour toi (création, repos, apprentissage…)
Dis non à ce qui est urgent mais non essentiel
Supprime les voleurs d’attention (notifications, multitâche, réseaux sociaux chronophages)
Bloque des créneaux “sacrés” pour ton développement personnel
Le temps n’est pas une ressource. C’est ta vie.
4. L’Alimentation Consciente : Nourrir ton Corps pour Élever ton Esprit
Ton corps est ton véhicule. Tu ne peux pas construire une vie puissante sur un corps affaibli. Et pourtant, l’alimentation est souvent sacrifiée au profit de la rapidité ou du confort.
🍎 L’approche consciente de la nutrition :
Prends le temps de savourer chaque bouchée
Écoute les signaux de faim, de satiété, de lourdeur, de vitalité
Choisis des aliments vivants, colorés, vrais, qui nourrissent vraiment
Intègre des temps de jeûne ou de repos digestif pour rebooter ton système
Quand tu manges avec conscience, tu redonnes au corps son intelligence naturelle. Et tu écartes fatigue, stress et brouillard mental.
5. L’Ikigai : Trouver ta Raison d’Être et Construire Autour
Ikigai est un mot japonais qui désigne “ce pour quoi la vie mérite d’être vécue”. C’est l’intersection entre :
Ce que tu aimes faire
Ce en quoi tu es doué
Ce dont le monde a besoin
Ce pour quoi tu peux être rémunéré
Trouver ton ikigai, c’est poser les fondations profondes d’une vie alignée.
🔍 Comment l’explorer ?
Liste tes passions, tes talents, tes valeurs, tes rêves d’enfant
Observe ce que les gens viennent chercher naturellement chez toi
Réfléchis à ce que tu ferais même sans être payé
Rends-le concret en l’intégrant petit à petit à ton quotidien ou à ton métier
Tu ne trouveras pas ton ikigai en pensant, mais en expérimentant. En testant. En osant.
6. Une Approche Holistique du Bonheur : Corps – Cœur – Esprit – Sens
Être heureux, ce n’est pas cocher des cases. C’est vivre en cohérence avec soi-même, sur tous les plans :
Physique : bien-être, énergie, mouvement
Émotionnel : relations saines, gestion des émotions, amour de soi
Spirituel : sens, contribution, connexion à plus grand que soi
Le développement personnel ne peut pas être unilatéral. Travailler uniquement sur la productivité ou uniquement sur la spiritualité te déséquilibre.
Ce que tu veux, c’est l’équilibre vivant et évolutif de toutes tes dimensions.
7. Devenir l’Architecte de ta Vie : Un Projet Continu et Joyeux
Ce n’est pas un programme de 30 jours. C’est un engagement à long terme. Une œuvre que tu construis, affines, ajustes en permanence.
Les fondations :
Connaissance de soi
Vision personnelle
Clarté des priorités
Maîtrise de l’énergie
Les outils :
La respiration
L’écriture consciente (journal)
L’ancrage corporel
Les routines du matin et du soir
Les matériaux :
Le temps que tu choisis d’investir
Les choix alimentaires
Les lectures, les personnes, les espaces
Les expériences, même les plus inconfortables
Deviens bâtisseur de ta vie. Pas simple spectateur de ton quotidien.
Tu as déjà le pouvoir. Maintenant, active-le.
Tu n’as pas besoin de tout changer d’un coup. Mais tu peux commencer aujourd’hui.
En respirant consciemment
En refusant une distraction inutile
En disant oui à un projet aligné
En écoutant ton corps
En prenant 10 minutes pour toi, rien que pour toi
Tu n’as pas besoin de devenir quelqu’un d’autre. Tu as seulement besoin de revenir à toi, de réveiller ton pouvoir d’action, de redevenir l’architecte de ta vie.
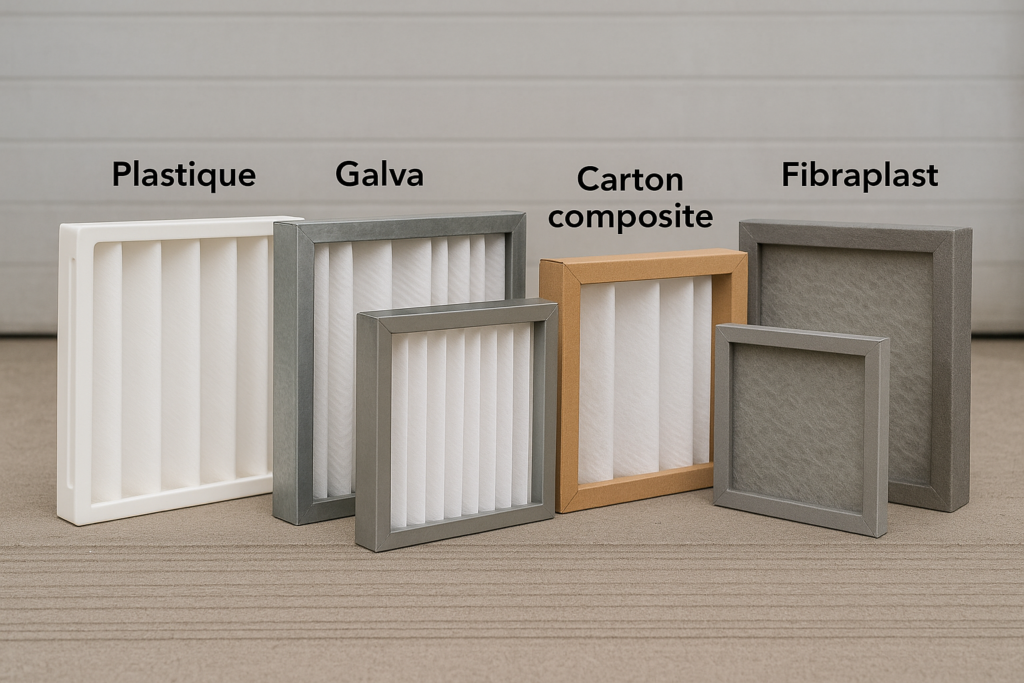
Dans les systèmes de traitement de l’air – qu’il s’agisse de ventilation industrielle, tertiaire ou hospitalière – les filtres sont des composants essentiels. Mais si l’attention se porte souvent sur le média filtrant (fibre de verre, charbon actif, mousse synthétique…), le cadre du filtre, lui aussi, joue un rôle fondamental. Il influence la durabilité, la résistance mécanique, la facilité d’installation, le recyclage, le coût, voire même la performance globale du système.
Alors, quel matériau choisir pour le cadre de vos filtres à air ? Voici une analyse détaillée des principales options : plastique, acier galvanisé (galva), inox, carton composite, fibroplast, et autres matériaux hybrides.
💡 Bon à savoir : Compatibilité cadre / média filtrant
Certains cadres ne tolèrent pas les médias trop rigides (risque de casse ou de déformation).
Le poids total du filtre doit rester compatible avec les rails de fixation ou caissons modulaires.
Les normes EN ISO 16890 / EN 1822 exigent que les matériaux ne génèrent pas de relargage de particules – attention aux colles, solvants ou matériaux non neutres.
✅ Comment bien choisir ?
Le choix du matériau du cadre dépend :
de votre budget,
de vos contraintes d’environnement (humidité, température, corrosion),
de la durée de vie souhaitée du filtre,
et de la fréquence de remplacement.
Plastique et carton sont idéaux pour les filtres à usage unique ou peu coûteux, tandis que le galva et l’inox s’imposent dans les installations critiques ou permanentes. Les composites comme le fibralplast offrent un bon compromis technicité / légèreté / durabilité pour les systèmes exigeants.
Il est important de noter que les filtres à air ne sont pas tous interchangeables et que le choix de la classe de filtres doit être déterminé en fonction de l’application spécifique et des exigences en matière de qualité de l’air. Il est également important de remplacer régulièrement les filtres à air conformément aux instructions du fabricant pour maintenir leur efficacité et garantir la qualité de l’air intérieur.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Dans un monde où l’on aspire à se réaliser pleinement, à être libre, à être soi… deux concepts se croisent souvent : autonomie et indépendance. Si leur promesse semble identique — celle de la liberté — leurs racines, leurs implications et leurs conséquences sur notre vie personnelle, sociale et émotionnelle sont profondément distinctes. Alors, faut-il viser l’autonomie ou l’indépendance pour s’épanouir pleinement ?
🧠 Définition des termes : Autonomie vs. Indépendance
Terme
Définition
Orientation
Indépendance
Capacité à ne pas dépendre des autres, à fonctionner seul.
Externe
Autonomie
Capacité à choisir consciemment sa façon d’agir, même en interaction avec les autres.
Interne
L’indépendant dit : “Je n’ai besoin de personne.”
L’autonome dit : “Je choisis librement de coopérer, d’aimer ou de demander de l’aide.”
🛤️ Pourquoi l’indépendance est une étape, pas un but
L’indépendance est souvent valorisée comme un idéal. Mais en réalité, elle peut cacher :
Une peur de la dépendance affective,
Une volonté de contrôle,
Une protection contre la vulnérabilité,
Une forme de solitude choisie… mais parfois subie.
🔸 Bon à savoir :
Chercher l’indépendance absolue est parfois un symptôme de blessures non guéries (abandon, rejet, manipulation…).
Elle peut donc être une étape de transition vers plus de maturité, mais elle n’est pas toujours synonyme de sagesse ou d’équilibre.
🌿 L’autonomie : maturité émotionnelle et liberté consciente
L’autonomie, elle, suppose un travail intérieur :
Connaître ses besoins et ses limites,
Être capable de dire oui ou non, librement,
Accepter d’être influencé sans se perdre,
Choisir de coopérer, d’aimer, d’interagir… sans se renier.
🔹 Astuce :
Être autonome, ce n’est pas dire non à tout. C’est savoir pourquoi on dit oui.
L’autonome peut s’engager dans un couple, un travail, une équipe… sans se sentir emprisonné. Il ne dépend pas des autres pour exister, mais il n’a pas peur de dépendre ponctuellement si cela est choisi, aligné et équilibré.
🧭 Comparaison des dynamiques psychologiques
Comportement
Indépendance
Autonomie
Relation à l’autre
Méfiance, rejet de la dépendance
Ouverture, conscience de l’interdépendance
Émotion dominante
Contrôle, fierté de se suffire
Sérénité, responsabilité personnelle
Zone d’ombre
Isolement, arrogance, rigidité
Responsabilisation excessive possible
Objectif profond
Liberté contre les autres
Liberté avec les autres
💡 Bonnes pratiques pour cultiver l’autonomie
Travailler sur la connaissance de soi : identifier ses valeurs, ses peurs, ses besoins.
Développer la responsabilité personnelle : ne plus accuser les autres ou le contexte.
Apprendre à demander de l’aide sans honte : un autonome peut être vulnérable, mais il sait que cela ne le diminue pas.
Poser des limites saines : l’autonome ne se sacrifie pas, il choisit.
Savoir coopérer librement : il s’engage dans une relation, une équipe, une cause… par conviction, pas par obligation.
🧘♀️ Une piste de réflexion : interdépendance et pleine conscience
Dans certaines philosophies (comme le bouddhisme ou la psychologie systémique), le stade ultime du développement personnel n’est ni l’indépendance, ni même l’autonomie au sens strict… mais l’interdépendance consciente.
C’est reconnaître que :
« Je suis libre et connecté. Mon bonheur est en moi, mais il se nourrit aussi de ce que j’offre et reçois. »
Loin d’une faiblesse, cette vision est une force de cohésion, une maturité spirituelle.
✨ En résumé
Question
Réponse
Faut-il viser l’indépendance ?
Oui… mais seulement comme étape de transition.
L’autonomie, c’est quoi ?
Une capacité à être libre dans ses choix même en relation avec les autres.
L’objectif final ?
L’interdépendance consciente, alignée, choisie et épanouissante.
🔚 Soyons libres ensemble
Le monde moderne valorise parfois à l’extrême l’indépendance comme signe de puissance ou de réussite. Mais dans le fond, ce que chacun cherche, c’est de pouvoir être soi… librement, en lien, en paix. L’autonomie est alors une voie royale, qui permet de choisir, d’aimer, d’oser, sans fuir, sans subir.
Comment le courage de l’inconfort mène à la vraie liberté intérieure
Et si ta vraie vie commençait juste au bord de ta peur ?
Chaque jour, nous répétons les mêmes gestes, fréquentons les mêmes endroits, pensons les mêmes pensées. Tout cela forme une zone de confort : un cocon douillet, rassurant, mais étouffant. On y survit plus qu’on y vit. Le développement personnel commence le jour où l’on se dit : « Et si j’osais autre chose ? »
Sortir de sa zone de confort, ce n’est pas se jeter dans le vide sans parachute, mais c’est accepter l’idée que la croissance naît du mouvement, du doute, de l’inconnu. C’est là, au bord de l’inconfort, que commence le vrai changement.
Pourquoi restons-nous dans notre zone de confort ?
🔒 Le confort du connu… même quand il est toxique
Notre cerveau est programmé pour rechercher la sécurité, pas le bonheur. Il préfère un quotidien prévisible à une aventure risquée, même si celle-ci mène au mieux-être. Ainsi, nous restons dans des situations insatisfaisantes : un emploi qui ne nous inspire pas, des relations qui nous brident, des routines qui nous endorment.
😨 La peur du rejet, de l’échec ou du ridicule
« Et si je me plante ? Et si les autres se moquent ? Et si je ne suis pas à la hauteur ? » Ces voix intérieures ne sont pas des vérités. Ce sont des mécanismes de protection mentale. Mais en réalité, chaque pas vers l’inconnu est un pas vers toi-même.
1. Comprendre les limites invisibles : les murs que l’on s’impose
Notre zone de confort est souvent façonnée par :
Nos croyances limitantes (“Je ne suis pas fait pour ça”, “Ce n’est pas pour moi”)
Nos expériences passées (un échec qui a laissé une cicatrice)
Notre environnement (famille, culture, société qui valorisent la stabilité)
➡️ Le premier travail à faire est de prendre conscience de ces barrières mentales, souvent inconscientes.
2. Les bénéfices profonds de l’inconfort choisi
Sortir de sa zone de confort, ce n’est pas souffrir gratuitement. C’est choisir un inconfort porteur de sens, celui qui te fait évoluer.
🔥 Booster la confiance en soi
Chaque petite victoire en terrain inconnu renforce une idée simple : “Je suis capable.” Et cette certitude intime est le socle d’une confiance durable.
🚀 Développer ses compétences et son potentiel
Apprendre une nouvelle langue, oser une prise de parole, demander un poste, se lancer dans un projet : tous ces actes nous forcent à nous adapter, à grandir, à apprendre.
💡 Créer de nouvelles opportunités
Le confort fige. L’inconfort ouvre. En changeant d’habitudes, de réseaux, de perspectives, tu crées de l’espace pour l’inattendu. Et parfois, la magie s’y glisse.
3. Comment sortir intelligemment de sa zone de confort ?
✅ Étape 1 : Identifier les zones de stagnation
Dans quels domaines te sens-tu “sur pilote automatique” ?
Où ressens-tu de l’ennui ou du vide ?
Quelles envies repousses-tu toujours “à plus tard” ?
✅ Étape 2 : Commencer petit… mais commencer !
Sortir de sa zone de confort ne veut pas dire tout bouleverser. Exemples de micro-challenges :
Dire non à une sollicitation inutile
Parler à un inconnu
Changer de trajet quotidien
Tester un nouveau hobby
➡️ Ce sont de mini-fractures dans le mur du connu, et elles ouvrent la brèche.
✅ Étape 3 : Affronter, comprendre et apprivoiser la peur
« Le courage n’est pas l’absence de peur, mais la capacité de la regarder en face et d’avancer quand même. »
Respire.
Note ce que tu ressens.
Demande-toi : “Qu’est-ce que je risque vraiment ?”
Imagine le pire… puis le meilleur. Tu verras que le jeu en vaut la peine.
4. L’effet cumulé : un inconfort régulier = une vie qui s’élève
Ce n’est pas le “grand saut” une fois dans l’année qui transforme ta vie. C’est le petit pas quotidien hors de ta zone. Avec le temps, tu agrandis ton champ d’action, ta capacité à oser, à apprendre, à rayonner.
Exemples d’évolution visible :
Avant
Après
Rester silencieux en réunion
Proposer une idée nouvelle
Rêver d’un projet
Lancer la première étape
Attendre l’approbation
Agir avec discernement
5. Sortir Vraiment de sa Zone de Confort : Arrêter d’en Parler, Commencer à le Faire
Comment cesser de se mentir à soi-même et passer à l’action qui transforme réellement sa vie
a/ As-tu vraiment osé… ou juste dit que tu allais le faire ?
Combien de fois t’es-tu dit ou as-tu affirmé :
“Je suis sorti de ma zone de confort cette semaine.” “Moi aussi, je me remets en question en ce moment.” “J’ai envie de changement.”
Mais quand tu regardes honnêtement tes journées, tes actions, tes habitudes… rien n’a bougé. Ou si peu que tu restes confortablement coincé dans ton décor familier.
Sortir de sa zone de confort n’est pas un slogan à la mode. C’est un choix courageux. Un engagement réel avec toi-même. Pas un jeu de rôle. Et dans un monde où tout le monde parle, ceux qui agissent vraiment deviennent rares — et puissants.
b. Le piège de la dissonance entre ce qu’on dit et ce qu’on fait
“Je sors de ma zone de confort régulièrement.” Mais es-tu vraiment dans l’inconfort ? As-tu ressenti le doute, la peur, l’exposition ? Ou simplement changé de série Netflix ou publié un post LinkedIn vaguement profond ?
La plupart d’entre nous confondons intention et transformation. On se rassure avec l’idée qu’on va changer, qu’on progresse, qu’on “travaille sur soi”… Mais si aucune habitude ne change, il ne se passe rien.
👉 Se dire qu’on agit n’est pas agir. 👉 Avoir des prises de conscience n’est pas les incarner. 👉 Lire des livres de développement personnel ne change pas une vie si on ne les applique pas.
c. Pourquoi mentons-nous à nous-mêmes ?
Pas par malveillance. Mais par mécanisme de protection.
🌫️ Auto-illusion : Se dire qu’on progresse nous évite de ressentir l’inconfort du vide, du “je ne fais rien de différent”.
👥 Pression sociale : On préfère paraître en mouvement plutôt que d’avouer qu’on stagne.
😨 Peur du vide : Le vrai changement est brutal, profond, parfois douloureux. Notre cerveau préfère l’illusion du progrès à la douleur de la métamorphose.
Mais en se mentant à soi-même, on ralentit tout. On trahit son potentiel.
d. Les vrais signes que tu es sorti de ta zone de confort
Pas besoin de prouver quoi que ce soit aux autres. Mais si tu veux savoir si tu évolues vraiment, pose-toi ces questions :
✅ As-tu ressenti de la peur ou du doute avant une action récente ? ✅ As-tu fait quelque chose que tu évitais depuis des mois ? ✅ As-tu ressenti une forme de vertige ou de déséquilibre après une décision ? ✅ As-tu bousculé une routine ancienne, même si elle te rassurait ? ✅ As-tu risqué un échec, une critique ou un rejet… et l’as-tu fait quand même ?
Si la réponse est non à tout ça, il y a de fortes chances que tu sois toujours dans ta zone de confort, même si tu changes de vocabulaire, de livre ou d’environnement.
e. Oser VRAIMENT, c’est douloureux. Mais libérateur.
Sortir de sa zone de confort ne ressemble pas à une success story Instagram. C’est souvent :
Une sensation de solitude (tu changes, les autres pas forcément)
Des moments de doute profonds (“Suis-je en train de tout gâcher ?”)
Un inconfort physique ou émotionnel
Des erreurs, des maladresses, des échecs temporaires
Mais aussi :
Une énergie nouvelle, presque animale
Un sentiment d’alignement avec ta vérité
Une autonomie mentale puissante
Des résultats visibles, tangibles, inattendus
➡️ Le confort ne mène jamais à l’épanouissement. Seul le mouvement intérieur et extérieur t’offre une vie à la hauteur de tes rêves.
f. Comment passer enfin du discours à l’action ? Les étapes clés
🔍 Étape 1 : Devenir brutalement honnête avec soi-même
Arrête-toi. Prends un carnet. Et note :
Quelles sont les zones où je prétends évoluer, sans vraiment rien changer ?
Qu’est-ce que je dis aux autres pour me rassurer ?
Où suis-je encore esclave de mon confort et de mes habitudes ?
Cette lucidité peut faire mal… mais c’est le début du vrai courage.
⚙️ Étape 2 : Créer une rupture claire
Change un élément structurant de ton quotidien. Pas un détail. Un levier fort :
Supprime une distraction récurrente (réseaux, série, café inutile)
Réveille-toi une heure plus tôt et fais ce que tu repousses
Fais un « non » clair à quelque chose qui t’alourdit (relation, projet, demande)
Une rupture = un espace vide. Et c’est dans ce vide que tu crées du nouveau.
🔥 Étape 3 : Choisir une action inconfortable… mais précise
Pas un rêve vague. Une action concrète que tu repousses.
Exemples :
Appeler cette personne que tu n’oses pas
Te lancer dans cette prise de parole
T’inscrire à cette formation que tu repousses
Démarrer ton side-project ou ta reconversion
Le vrai changement commence quand ton corps tremble un peu… mais que tu avances quand même.
g. “Mais je ne suis pas prêt…” → Tu ne le seras jamais.
“Tu n’as pas besoin d’être prêt. Tu as besoin de commencer.”
Cette idée de “je me prépare encore un peu” est souvent une excuse déguisée. Préparer, c’est bien. Mais agir en apprenant est mille fois plus efficace que d’attendre la perfection.
💡 Bon à savoir : la confiance ne précède pas l’action. Elle suit.
h. L’entourage : miroir ou frein ?
⚠️ Certains t’encourageront à “rester prudent”, à “ne pas trop rêver”, à “ne pas tout gâcher”. Mais attention : ils te parlent depuis leur propre zone de confort.
Tu dois choisir :
Te conformer à leur stagnation
Ou inspirer par ton mouvement
Et surtout : n’annonce pas ton changement. Prouve-le.
i. Les récompenses du vrai saut : liberté, identité, puissance
Quand tu oses enfin :
Tu cesses de vivre pour plaire, prouver ou rassurer.
Tu deviens acteur de ta trajectoire.
Tu retrouves le respect de toi-même.
Tu inspires, sans parler. Par ton énergie, ton rayonnement, ta transformation.
Et tu ressens ce qui est peut-être le vrai luxe aujourd’hui :
Le pouvoir d’être soi, dans l’action, pas dans l’intention.
jC’est maintenant. Ou jamais.
Tu peux relire cet article et l’oublier. Ou bien t’arrêter là, poser ton téléphone, ton ordi, et faire un truc inconfortable. Maintenant.
👉 Pas demain. Pas quand tu seras prêt. Pas quand tu auras “plus de temps”.
Maintenant.
Parce que tant que tu restes dans l’illusion du mouvement, ta vie reste figée. Mais à la seconde où tu bouges… le monde bouge avec toi.
🚀 Astuces & “Bon à savoir”
🎯 Mini challenge : Choisis une action que tu évites depuis plus d’un mois. Et exécute-la dans les 48h.
⛔ À ne pas faire : Parler de ce que tu vas faire. Fais-le. Puis, si besoin, partage ton vécu.
📓 Routine utile : Chaque soir, note : “Qu’est-ce que j’ai fait aujourd’hui qui m’a mis un peu mal à l’aise… mais qui me rapproche de ma vision ?”
🧠 Rappel utile : Si tu ressens un inconfort, ce n’est pas un signal d’arrêt. C’est le signe que tu es exactement là où tu dois être pour grandir.
6. S’entourer de personnes qui nous tirent vers le haut
« Tu es la moyenne des cinq personnes que tu fréquentes le plus. »
Changer, c’est difficile. Mais c’est impossible si tu restes entouré de gens qui te ramènent toujours à ce que tu étais.
Cherche des modèles inspirants
Rejoins des groupes qui partagent tes envies de croissance
Parle de tes projets à ceux qui croient en toi
7. Le piège du faux confort numérique
Aujourd’hui, la technologie nous offre une illusion de mouvement : on “like”, on “swipe”, on “commente”. Mais souvent, c’est une distraction passive, pas une exploration réelle.
➡️ Sors aussi de ta zone de confort numérique :
Coupe les réseaux pendant 24h
Lance une discussion en face à face
Va marcher sans téléphone
Oser, c’est vivre
Chaque pas hors de ta zone de confort est un acte d’amour envers toi-même. C’est reconnaître que tu mérites mieux que la routine, le faux confort, la stagnation.
Tu n’as pas besoin d’être parfait pour commencer. Tu as juste besoin de commencer pour progresser.
Alors aujourd’hui, pose un acte simple, mais fort. Ose. Pas pour les autres. Pour toi.
🔎 Astuces et “Bon à savoir”
💬 Astuce mentale : Chaque fois que tu dis “je n’ai pas le temps”, remplace-le par “ce n’est pas ma priorité” → tu verras ce qui compte vraiment.
⏳ Astuce pratique : Programme chaque semaine une “sortie volontaire de zone” (prise de parole, action inhabituelle…)
🧭 Bon à savoir : Ton cerveau se reconfigure par la répétition. Plus tu oses, plus cela devient facile.
❤️ Astuce émotionnelle : Note chaque soir une petite victoire d’audace, même minime.
🌱 Bon à savoir : La croissance personnelle ne se fait jamais dans la perfection. Elle se fait dans l’imperfection courageuse.
Dans un monde en constante mutation, où l’incertitude est devenue une norme, où les repères vacillent et les certitudes s’effritent, il est facile de douter.
Douter de soi. Douter de l’avenir. Douter de ses capacités à traverser, à réussir, à transformer sa vie.
Mais il existe un antidote puissant : la foi en soi.
Pas la foi mystique, aveugle ou passive. Mais une foi vivante, consciente, active. Une force intérieure qui te dit, même dans le flou :
“Je ne sais pas exactement comment. Je ne sais pas exactement quand. Mais je vais y arriver.”
Cet article t’invite à reconnecter à cette force, même lorsque tout semble brouillé. À poser des actes concrets, à t’entourer avec discernement, à nourrir ton mental, à incarner cette énergie de progression et d’élévation.
Car ceux qui avancent loin ne sont pas ceux qui savent tout à l’avance, mais ceux qui avancent malgré l’incertitude, avec foi, patience, et discipline.
1. Le doute : un compagnon humain, pas une fatalité
Avant tout, une vérité libératrice : le doute est normal.
Il est le reflet :
De ton désir de bien faire.
De ta conscience des enjeux.
Parfois de blessures anciennes ou de manques de confiance.
Mais le doute n’a pas à être un frein. Il peut devenir :
Un signal d’alerte temporaire, pas un verdict.
Un espace de questionnement fertile, pas un mur.
Une porte d’entrée vers la connaissance de soi.
🎯 Ce qui compte, ce n’est pas d’éliminer le doute, mais de ne pas lui donner le volant de ta vie.
2. Croire en soi, c’est un choix (pas une émotion)
Beaucoup attendent de “se sentir prêts”, “se sentir confiants” pour agir.
Mais la vérité, c’est que :
La confiance se construit dans l’action.
La foi se cultive comme une discipline.
Le courage naît en marchant.
Croire en soi, ce n’est pas se sentir invincible. C’est décider, même dans le flou :
D’essayer.
De recommencer.
D’apprendre.
D’échouer mieux, puis de réussir autrement.
3. L’incertitude : un terrain fertile pour ta croissance
Le flou fait peur… mais il est aussi la matrice de toute création.
Quand tout est écrit, il n’y a plus de liberté. Quand tout est certain, il n’y a plus d’espace pour la magie.
🌱 C’est dans le flou que germent les plus belles évolutions.
Chaque période de transition, de doute, de flou, peut devenir :
Une zone d’invention.
Un espace de réinvention personnelle.
Une phase de métamorphose intérieure.
Mais à une condition : ne pas figer son énergie dans la peur.
4. Les neurosciences confirment : ton cerveau peut se reprogrammer
Ton cerveau est neuroplastique :
Il change selon tes pensées récurrentes.
Il renforce les circuits que tu utilises.
Il se restructure autour de tes habitudes mentales.
Si tu nourris le doute, l’inaction, le défaitisme, tu renforces ces schémas. Mais si tu nourris :
Des pensées d’espoir,
Des images mentales de réussite,
Des actes de courage quotidiens,
alors tu restructures ton identité, ton énergie, et ton potentiel d’action.
5. Nourrir ton esprit : ce que tu consommes crée ton monde intérieur
📚 Biographies inspirantes
Lis les histoires de ceux qui ont traversé le chaos, l’échec, l’invisible… et ont émergé plus grands.
Exemples :
Viktor Frankl
Nelson Mandela
Oprah Winfrey
Elon Musk
Frida Kahlo
Leurs parcours te rappellent : tout est possible, même quand tout semble impossible.
🎧 Podcasts et vidéos positives
Choisis avec soin ce que tu écoutes, regardes, lis. Ton état d’esprit est le reflet de ton environnement mental.
6. Entoure-toi de personnes qui t’élèvent
Ton entourage agit comme :
Un miroir (il reflète ce que tu crois possible),
Un aimant (il attire ou repousse des opportunités),
Une boussole (il t’oriente sans que tu t’en rendes compte).
Tu veux croire en toi ? Côtoie des gens qui y croient pour toi même quand toi tu doutes.
Et si tu ne les trouves pas dans ton cercle proche :
Rejoins des communautés en ligne inspirantes.
Suis des mentors positifs.
Crée toi-même ce cercle d’élévation.
7. Deviens le modèle que tu cherches
Et si tu étais l’exemple que tu aurais aimé voir plus jeune ? Et si, plutôt que d’attendre l’inspiration… tu devenais source d’inspiration ?
Et si tout commençait dans ta tête ? Ton énergie, tes décisions, ta confiance, ton niveau d’action, ta persévérance, ton bonheur… Tout découle d’un seul point d’origine : ton état d’esprit.
Dans un monde où l’incertitude est devenue la norme, où les mauvaises nouvelles saturent l’espace médiatique, cultiver un état d’esprit positif n’est pas un luxe, mais un choix de survie psychologique, mentale et émotionnelle.
Mais attention : être positif ne veut pas dire être naïf. Ce n’est pas fuir la réalité ni ignorer les difficultés. C’est choisir de regarder la vie avec des lunettes claires, d’adopter une posture mentale qui soutient la croissance, l’action et l’élévation.
Ce carburant intérieur est entre tes mains, accessible à tout moment, et transformable grâce à la neuroplasticité de ton cerveau. Dans cet article, tu vas comprendre comment ton état d’esprit façonne ta vie, comment reprogrammer tes schémas mentaux limitants, et quels outils pratiques utiliser pour alimenter ton jardin intérieur avec conscience.
1. Ton état d’esprit détermine ta réalité
“La réalité n’existe pas objectivement. Elle est filtrée, interprétée et colorée par ton état intérieur.”
Deux personnes peuvent vivre le même événement, et réagir totalement différemment. Pourquoi ? Parce que leurs systèmes de croyances, leurs émotions et leurs automatismes mentaux sont différents.
Ton état d’esprit, c’est :
Ton dialogue intérieur
Tes pensées récurrentes
Tes réflexes face aux difficultés
Tes croyances profondes sur toi, les autres et la vie
Il agit comme une lentille qui influence :
Ce que tu vois
Ce que tu ressens
Ce que tu oses
Ce que tu tolères
Ce que tu crées
2. Neurosciences : comment ton cerveau façonne ta perception
Grâce aux avancées en neurosciences, on sait aujourd’hui que :
Le cerveau n’est pas figé : il est malléable, reprogrammable (neuroplasticité).
Chaque pensée répétée renforce un circuit neuronal.
Plus tu penses négativement, plus ton cerveau devient expert en négativité.
Plus tu cultives des pensées constructives, plus tu développes des connexions positives et adaptatives.
💡 Tu n’es pas condamné par ton passé ou ton “caractère”. Tu peux rééduquer ton mental, comme on muscle un corps.
3. Positivité ≠ naïveté : la nuance essentielle
Certaines personnes rejettent le “positivisme” parce qu’elles le confondent avec :
Le déni
La superficialité
L’auto-persuasion forcée
Mais un véritable état d’esprit positif, c’est :
Voir les obstacles avec lucidité
Reconnaître ses émotions sans s’y noyer
Choisir la confiance plutôt que la peur
Se dire : “Je ne sais pas comment, mais je vais avancer”
C’est une posture d’espoir actif, pas de fuite.
4. Identifier tes pensées limitantes : première étape de la libération
Avant de construire un état d’esprit positif, il faut connaître les croyances qui t’empêchent d’y accéder.
🧠 “Je ne suis pas assez bon.” 🧠 “C’est trop tard.” 🧠 “Je n’ai pas de chance.” 🧠 “Les autres réussissent, pas moi.” 🧠 “Je suis nul en…”
Ces pensées ne sont pas des vérités. Ce sont des scripts mentaux appris, souvent durant l’enfance, renforcés par des expériences ou des paroles toxiques.
Exercice :
Écris les pensées qui reviennent souvent quand tu es bloqué.
Pose-toi : “Est-ce une vérité universelle… ou une interprétation ?”
Réécris-la en version puissante et réaliste.
5. Reprogrammer son mental : les 5 leviers de l’état d’esprit positif
1. La gratitude quotidienne 🙏
Pratiquer la gratitude, c’est entraîner ton cerveau à voir ce qui va bien, plutôt que ce qui manque.
Chaque jour, écris 3 choses pour lesquelles tu es reconnaissant (même petites).
Résultat :
Réduction du stress
Amélioration de l’humeur
Ancrage dans le présent
Renforcement du système immunitaire (preuve scientifique)
2. Les affirmations positives 💬
Ce que tu te dis, tu finis par le croire.
“Je suis capable.” “Je mérite le meilleur.” “Chaque jour, je progresse.” “Je choisis de réussir.”
Répétées avec intention, ces phrases reprogramment ton subconscient.
💡 Astuce : prononce-les à voix haute devant un miroir. 3 minutes par jour. Tous les matins.
3. Le journaling ✍️
Écrire permet :
De clarifier tes pensées
D’identifier les schémas récurrents
De canaliser les émotions
De nourrir une vision claire de tes objectifs
Chaque matin ou soir, écris librement pendant 5 à 10 minutes. Pose tes ressentis, tes idées, tes prises de conscience.
4. La visualisation créatrice 🧠✨
Imagine-toi réussissant un projet. Ressens-le. Vois les images. Sens les émotions.
La visualisation active :
Ton système nerveux
Ton système de motivation
Ton focus
Ton cerveau ne fait pas la différence entre une expérience réellement vécue et vivement imaginée.
5. L’environnement positif 🌱
Tu es la moyenne des 5 personnes que tu côtoies le plus.
Si tu veux élever ton esprit, entoure-toi de gens positifs, inspirants, et bienveillants.
Et si ce n’est pas possible ? Nourris-toi :
De livres inspirants
De podcasts puissants
De vidéos qui motivent
D’espaces en ligne avec des valeurs saines
6. Gérer les émotions négatives avec maturité
Être positif, ce n’est pas refouler la colère, la peur ou la tristesse.
C’est :
Les reconnaître
Les accepter
Les canaliser
Exemple :
“J’ai peur → je respire profondément → je comprends cette peur → je choisis une réponse constructive.”
En pratiquant cela, tu renforces ton intelligence émotionnelle. Tu deviens maître de toi-même, au lieu d’esclave de tes impulsions.
7. Créer des rituels pour ancrer ton énergie
Les rituels structurent ton mental comme des piliers intérieurs.
Exemple de routine matinale :
5 min de respiration consciente
5 min de gratitude
5 min d’affirmations
10 min d’écriture
10 min de lecture inspirante
→ En 30 minutes, tu programmes ton état d’esprit pour toute la journée.
8. Résilience et rebond : l’état d’esprit positif dans l’adversité
La vie n’est pas toujours facile. Les défis arrivent. Mais ta capacité à rebondir dépend directement de ton état d’esprit.
Les personnes les plus résilientes :
Ne nient pas les épreuves
Ne se victimisent pas
Se posent des questions puissantes : → “Que puis-je apprendre ici ?” → “Comment puis-je grandir de ça ?”
Chaque difficulté devient alors une source d’évolution.
9. L’alimentation et l’état d’esprit : le lien caché
Ton cerveau a besoin :
D’oméga-3
De micronutriments
D’hydratation
D’un bon équilibre glycémique
Une alimentation inflammatoire = brouillard mental, fatigue, irritabilité.
Exemple :
Réduis le sucre raffiné
Expérimente le jeûne intermittent (OMAD) ou une diète cétogène
Privilégie les aliments vivants, sains, riches en bons gras et en antioxydants
Tu nourris ton cerveau… par ton assiette.
10. Revenir à soi : le rôle de la pleine conscience
La pleine conscience permet :
D’observer ses pensées sans s’identifier à elles
De ralentir le flux mental
De retrouver un état intérieur de calme et de clarté
Tu n’es pas ton mental. Tu es la conscience qui l’observe.
5 minutes par jour d’observation consciente de ta respiration suffisent à transformer ton énergie.
Deviens le jardinier conscient de ton état d’esprit
Cultiver un état d’esprit positif n’est pas un sprint. C’est une discipline quotidienne, un art, un style de vie.
Tu peux commencer maintenant. Par un mot, une pensée, une respiration. Par une graine plantée dans ton mental.
🌱 Ce que tu nourris pousse. Ce que tu regardes s’amplifie.
Alors choisis de nourrir :
La gratitude plutôt que le manque
L’espoir plutôt que la peur
L’action plutôt que l’attente
Le vrai plutôt que la perfection
Tu n’as pas besoin d’attendre une circonstance idéale pour te sentir bien. C’est ton état d’esprit qui créera ces circonstances.
🎯 “L’esprit est tout. Ce que tu penses, tu le deviens.” — Bouddha
« Une vie sans objectif est comme un navire sans gouvernail : elle dérive au gré des vents. » – Brian Tracy
Combien de fois t’es-tu senti dépassé, dispersé, enchaînant les tâches sans avoir le sentiment d’avancer ? Combien de projets commencés, mais jamais terminés ? Combien d’envies fortes, mais qui se sont évaporées, faute de cadre, de méthode, ou de clarté ?
La réalité est simple : si tu ne décides pas où tu vas, tu finiras là où les autres t’envoient.
Maîtriser ses objectifs et ses projets, ce n’est pas une lubie de productivité, c’est un art de vivre aligné, une façon d’honorer ton temps, ton énergie et ta mission de vie. C’est aussi un engagement envers toi-même : celui de ne plus vivre par défaut, mais par intention.
Dans cet article, tu vas découvrir :
Pourquoi l’alignement est la clé de tout objectif durable
Comment transformer ta vision en actions concrètes
Les outils les plus puissants pour structurer ton quotidien
Les erreurs fréquentes à éviter
Et surtout… comment célébrer chaque petit pas sur le chemin
1. Pourquoi maîtriser ses objectifs est vital pour une vie épanouie
Un objectif clair te donne :
Une direction : tu sais où tu vas.
Une énergie : tu agis avec enthousiasme.
Une boussole : tu fais des choix plus facilement.
Une clarté mentale : tu libères de l’espace dans ton cerveau.
À l’inverse :
Vivre sans cap, c’est s’exposer à la procrastination, à la dispersion, à la frustration de ne jamais aller au bout des choses.
Maîtriser ses objectifs, ce n’est pas se mettre la pression. C’est au contraire se libérer du chaos intérieur en canalisant son énergie.
2. L’intention : le socle invisible de tout objectif durable
Avant de parler de méthodes ou de to-do lists, il faut revenir à l’essentiel : l’intention.
Pourquoi veux-tu atteindre cet objectif ? Que dit-il de toi ? Quelle vie veux-tu créer à travers lui ?
Un objectif sans intention est un objectif creux. Tu vas vite t’essouffler. Mais si ton objectif est porté par une vision, un désir profond, une mission de vie, alors tu actives en toi une force de persévérance et de clarté puissante.
Exercice :
Prends un objectif important pour toi.
Note : “Pourquoi est-ce important pour moi ?” et répète cette question 5 fois de suite.
Tu toucheras à ton intention racine.
3. Objectifs SMART ? Oui, mais pas sans âme.
Tu connais peut-être la méthode SMART :
Spécifique
Mesurable
Atteignable
Réaliste
Temporellement défini
Elle est utile… mais elle ne suffit pas.
Un objectif peut être SMART et totalement déconnecté de ton cœur, de tes valeurs, ou de ta vision de vie.
Ce qui fait la différence :
💡 Est-il inspirant ?
🔥 Est-il connecté à ton ikigai, à ce qui te fait vibrer ?
💛 Est-il écologique (ne détruit pas ton équilibre santé/famille/éthique) ?
🎯 Est-il stratégique dans ta trajectoire de vie ?
👉 Fixe-toi des objectifs alignés, porteurs de sens et motivants, pas seulement bien formulés.
4. La vision : ton étoile du nord
Avant même de fixer tes objectifs, il te faut une vision globale de ta vie :
Qui veux-tu devenir ?
Quel style de vie veux-tu mener ?
Quelle trace veux-tu laisser ?
Outil : le tableau de vision (vision board)
Utilise Canva ou découpe des images dans des magazines.
Regroupe-les sur un support visuel (papier ou numérique).
Regarde-le chaque jour pour rester connecté à ton cap intérieur.
Ton tableau de vision n’est pas une fantaisie visuelle. C’est une programmation visuelle et émotionnelle de ton subconscient.
5. Découper ses objectifs : l’art du “petit pas puissant”
Un objectif inspirant peut être… paralysant s’il semble trop lointain ou trop flou.
La clé ? Le découper.
“Un éléphant se mange une bouchée à la fois.”
Méthode :
Objectif annuel → décomposé en projets trimestriels
Projets trimestriels → en objectifs hebdomadaires
Objectifs hebdomadaires → en petites actions quotidiennes
Chaque jour, tu avances un micro-pas aligné. C’est ça, le vrai pouvoir : l’accumulation des pas cohérents.
6. Utilise la mindmap pour clarifier et structurer tes projets
La mindmap est un outil visuel très efficace pour structurer :
💡 Astuce : Utilise des logiciels pour créer des mindmaps dynamiques.
7. Outils de pilotage : fais de ta semaine un levier de puissance
Maîtriser ses projets, c’est aussi maîtriser son agenda hebdomadaire.
3 outils clés à mettre en place :
La planification du dimanche soir (30 min de recul stratégique)
Le carnet des 3 priorités par jour (évite la surcharge mentale)
Le point hebdomadaire d’évaluation (ajuster, célébrer, corriger)
Tu peux aussi utiliser des systèmes comme :
Trello / Notion pour la gestion de tâches
Google Calendar / Time blocking pour le pilotage du temps
Journal de bord (bullet journal) pour la clarté quotidienne
8. Être flexible mais engagé : l’équilibre gagnant
Il est essentiel d’être discipliné, mais aussi adaptable.
Tes projets doivent te guider, mais ne deviennent pas des prisons.
Philosophie à intégrer :
Tu ne réussiras pas tout du premier coup. C’est normal.
Il y aura des retards, des imprévus, des baisses d’énergie. C’est humain.
L’important n’est pas d’être parfait, mais d’avancer régulièrement.
🚀 Sois rigoureux dans ton intention, souple dans ton exécution.
9. Les erreurs courantes qui sabotent les objectifs
❌ Vouloir tout faire en même temps
➡ Priorise. Tu ne peux pas courir 5 marathons en parallèle.
❌ Attendre la motivation
➡ L’action crée la motivation, pas l’inverse.
❌ Ne pas revoir ses objectifs régulièrement
➡ Réévalue. Tes objectifs doivent évoluer avec toi.
❌ Se comparer aux autres
➡ Reste centré sur ton chemin. Chacun a son rythme, ses ressources, ses défis.
10. Célébrer chaque petit pas : le carburant de la progression
“Ce que tu célèbres se renforce.” – Tony Robbins
Chaque fois que tu avances, même d’un millimètre :
Félicite-toi.
Écris-le.
Ressens de la fierté.
Outils :
✅ Liste de victoires quotidiennes
🏁 Rituels de fin de semaine ou de fin de mois
🎉 Récompenses symboliques : une balade, un bon repas, une pause méritée
Célébrer, c’est nourrir ton énergie de progression. Sans cela, tu risques l’épuisement.
11. Objectifs et neurosciences : pourquoi ton cerveau a besoin de clarté
Le cerveau humain aime :
Les objectifs clairs
Les rituels réguliers
Les récompenses immédiates
Il est câblé pour la progression linéaire et mesurable.
Chaque petit objectif atteint libère de la dopamine, l’hormone de la motivation et du plaisir.
Cela crée une boucle vertueuse : ➡ Clarté → Action → Réussite → Dopamine → Motivation → Nouvelle action…
12. La puissance de l’environnement
Tu veux rester focus ? Change ton environnement :
Range ton espace de travail.
Éloigne les distractions (notifications, réseaux).
Fréquente des personnes qui te tirent vers le haut.
Entoure-toi de rappels visuels : ton tableau de vision, un mantra, une citation.
“Ne sous-estime jamais le pouvoir de ce qui t’entoure pour t’aider… ou te freiner.”
Deviens l’auteur intentionnel de ta vie
Maîtriser ses objectifs et ses projets, ce n’est pas courir après une to-do list infinie. C’est vivre avec intention. C’est créer une vie alignée, consciente, et épanouissante, un pas à la fois.
Il n’y a pas de destin figé, seulement des décisions quotidiennes. Chaque matin, tu peux choisir :
Et si la véritable puissance ne résidait pas dans ce que tu possèdes, mais dans ce que tu décides ? Dans un monde où l’on se sent souvent ballotté par les événements, les obligations, les autres et les contraintes, il existe un geste intérieur radical qui peut tout changer : reprendre la responsabilité de sa vie.
Ce n’est pas juste un concept philosophique ou une injonction à la mode. C’est un choix de conscience, un acte de maturité, un changement de paradigme qui te redonne ton pouvoir personnel.
Prendre la responsabilité de sa vie, ce n’est pas se flageller. Ce n’est pas se blâmer. C’est refuser de subir, de rester coincé dans le rôle de victime, et commencer à écrire, chaque jour, le prochain chapitre de son existence avec lucidité, courage et foi.
1. Qu’est-ce que la responsabilité personnelle ?
La responsabilité personnelle, c’est cette posture intérieure qui consiste à dire :
“Je ne contrôle pas tout ce qui m’arrive, mais je choisis comment je réagis, ce que j’en fais, et ce que je construis à partir de là.”
Cela implique :
D’assumer ses décisions… et ses non-décisions.
D’arrêter de blâmer les autres ou le passé.
D’identifier ce sur quoi on a du pouvoir ici et maintenant.
De cesser de vivre en mode réactif.
De transformer les contraintes en leviers de croissance.
La nuance essentielle : responsabilité ≠ culpabilité
Culpabilité : “Tout est de ma faute.”
Responsabilité : “Tout ne dépend pas de moi, mais j’ai un rôle actif à jouer.”
2. Pourquoi reprend-on rarement la responsabilité de sa vie ?
Parce que c’est inconfortable au début. Et notre cerveau préfère le confort aux remises en question.
Voici les 5 principaux freins :
1. La peur du changement
Assumer, c’est agir. Et agir, c’est sortir du connu. L’inconnu fait peur, même s’il est porteur de liberté.
2. Le besoin d’un coupable extérieur
Il est plus facile de dire : “C’est à cause de…” que de regarder en soi.
3. Le conditionnement social
Depuis l’enfance, on apprend à obéir, à subir, à attendre qu’on nous donne la permission. On n’apprend pas à se responsabiliser.
4. La fatigue mentale
Quand on est submergé, prendre les rênes semble trop lourd. Pourtant, c’est précisément ce qui libère de la charge mentale.
5. L’ego blessé
Reconnaître qu’on a contribué à une situation inconfortable, c’est parfois douloureux. Mais c’est aussi libérateur.
3. Pourquoi la responsabilité est une force et non un poids
Quand tu décides de reprendre la responsabilité de ta vie :
Tu sors de la dépendance émotionnelle.
Tu reprends du pouvoir sur ton emploi du temps, ton énergie, tes pensées.
Tu redeviens acteur et non spectateur de ta propre histoire.
Tu cesses de vivre par défaut pour commencer à vivre par design.
Tu passes de :
“Je n’ai pas le choix” → “Je choisis parmi les options que j’ai”
“Je suis coincé” → “Comment puis-je faire autrement ?”
“C’est comme ça” → “Et si je transformais cette situation ?”
La responsabilité est un levier d’empowerment. Elle te redonne la main sur ta trajectoire, tes résultats, ton état d’esprit.
4. Les domaines où reprendre sa responsabilité change tout
🧠 Tes pensées
Tu ne choisis pas chaque pensée, mais tu choisis laquelle tu nourris. La rumination ou la vision claire : à toi de trancher.
❤️ Tes émotions
Tu ne contrôles pas leur surgissement, mais tu peux les accueillir, les comprendre, les canaliser.
💼 Ton travail
Même si tu n’aimes pas ton poste actuel, tu peux :
Changer ton regard.
Développer des compétences en parallèle.
Oser demander un changement.
Te préparer à une reconversion.
🕰 Ton emploi du temps
Tu es le gardien de ton agenda. Ce que tu laisses entrer dans tes journées est un reflet de tes vraies priorités.
💬 Tes relations
Tu ne contrôles pas les autres, mais tu choisis :
Ce que tu acceptes.
Ce que tu dis.
Qui tu fréquentes.
Ce que tu veux cultiver.
🌱 Chaque domaine de ta vie est une terre fertile. Prends la pelle et plante ce que tu veux y voir pousser.
5. Les 7 piliers de la responsabilité personnelle
🔑 1. L’observation sans jugement
Avant de changer, il faut voir. Observer tes habitudes, ton discours intérieur, ton quotidien. Pas pour te blâmer, mais pour comprendre.
🔑 2. L’acceptation radicale
Ce qui est, est. Refuser la réalité ne la change pas. L’accepter, c’est pouvoir la transformer.
🔑 3. L’intention claire
Demande-toi : Qu’est-ce que je veux vraiment créer ? Sans but, tu subiras toujours celui des autres.
🔑 4. La décision consciente
Assume que chaque oui est un non déguisé à autre chose. Choisir, c’est renoncer. Et c’est magnifique.
🔑 5. L’action alignée
Même petite. Même imparfaite. Agir chaque jour avec cohérence = transformation durable.
🔑 6. La responsabilité émotionnelle
Tu es responsable de ce que tu ressens, de ce que tu exprimes, et de ce que tu projettes.
🔑 7. Le pardon et l’auto-compassion
Tu as fait de ton mieux avec ce que tu savais. Pardonne-toi. Recommence. Encore. En mieux.
6. Les mots qui trahissent le manque de responsabilité (et comment les reformuler)
❌ Discours de victime
✅ Discours de responsabilité
« Je n’ai pas le choix. »
« Je choisis ce qui me semble le moins pire. »
« Je dois faire ça. »
« Je choisis de faire ça pour éviter telle conséquence. »
« C’est comme ça. »
« Je peux explorer d’autres options. »
« Il/elle me rend fou. »
« Je choisis de réagir ainsi face à ce comportement. »
« Je n’y arrive pas. »
« Je n’ai pas encore trouvé comment y arriver. »
7. Prendre la responsabilité de ses échecs : une clé de croissance
L’échec est inévitable. La stagnation, non.
Ceux qui réussissent le mieux dans la vie sont ceux qui savent apprendre de leurs erreurs sans s’y identifier.
🎯 “Je ne perds jamais. Soit je gagne, soit j’apprends.” — Nelson Mandela
Comment transformer un échec en levier :
Qu’est-ce qui a été de ma responsabilité dans cette situation ?
Qu’est-ce que j’aurais pu faire différemment ?
Que vais-je changer pour la prochaine fois ?
De quoi ai-je besoin pour mieux agir ?
8. Les bénéfices profonds de la responsabilité personnelle
🌞 Clarté mentale : tu sais où tu vas.
🧘 Sérénité intérieure : tu n’es plus en guerre contre le monde.
💪 Confiance en soi : tu sais que tu peux t’ajuster.
💡 Créativité : tu cherches des solutions au lieu de t’enliser.
✨ Estime de soi : tu te respectes, tu t’écoutes.
En devenant l’architecte de ta vie, tu deviens aussi un exemple vivant pour les autres.
9. La responsabilité, c’est aussi prendre soin de soi
Reprendre sa responsabilité, ce n’est pas s’imposer une rigueur militaire. C’est aussi se donner la permission de :
Dire non.
Reposer son corps.
Nourrir son âme.
Suivre ses envies profondes.
Arrêter de s’auto-saboter.
🌿 C’est un engagement envers soi-même. Pas une punition, mais un acte d’amour.
10. Comment commencer à reprendre la responsabilité dès aujourd’hui ?
💥 1. Arrête de te raconter des excuses
Sois radicalement honnête : qu’est-ce que tu veux vraiment ? Qu’est-ce qui t’en empêche réellement ?
📒 2. Fais un audit de ta vie
Quelles sont les zones où tu agis ? Où tu subis ? Où tu attends ?
🔄 3. Assume tes choix
Même les plus petits : ce que tu manges, comment tu parles, ce que tu regardes, à qui tu dis oui ou non.
📆 4. Crée des rituels
Rituels du matin, de gratitude, de planification… Ils structurent ta responsabilité quotidienne.
💬 5. Change ton langage intérieur
Remplace “je dois” par “je choisis”. C’est un petit mot, mais un grand pas vers la liberté.
Ton pouvoir commence là où tu assumes
Reprendre la responsabilité de ta vie, c’est reprendre la plume.
Tu ne contrôles pas le scénario initial. Mais tu peux réécrire l’histoire à partir de la page où tu es.
Tu n’es pas ce qui t’est arrivé. Tu es ce que tu choisis d’en faire.
Alors choisis la puissance. Choisis la clarté. Choisis l’action alignée. Et deviens le leader de ta propre vie.
🔑 « Le monde ne te doit rien. Mais toi, tu te dois tout. »
Et si le secret du bonheur, de la clarté mentale, et même de la réussite personnelle résidait dans un seul mot : présence ?
Dans un monde qui court après la productivité, l’information et la performance, la pleine conscience est une révolution silencieuse. Elle n’est pas une mode spirituelle ni un gadget de développement personnel. Elle est un retour à l’essentiel, à ce qui est là, ici, maintenant. Car tant que tu n’es pas pleinement conscient de toi-même, tu vis en pilote automatique, soumis à tes schémas, tes peurs, tes impulsions et ton stress.
La pleine conscience, c’est bien plus que méditer les yeux fermés. C’est une façon d’être, une attitude de présence et d’accueil qui transforme tout : ton rapport au corps, au temps, aux émotions, à la vie.
Dans cet article, tu vas découvrir ce qu’est véritablement la pleine conscience, comment elle agit sur le cerveau, la santé, la performance, le stress… et surtout, comment l’intégrer concrètement dans ton quotidien, sans avoir besoin de changer de vie.
1. Qu’est-ce que la pleine conscience ? Définition et origines
La pleine conscience (mindfulness en anglais) est la capacité à porter attention, intentionnellement, au moment présent, sans jugement.
Le terme est issu du mot « sati » en Pali, une langue ancienne du bouddhisme, qui signifie « se souvenir, être attentif, se rappeler d’être conscient ».
Selon Jon Kabat-Zinn :
« La pleine conscience est l’art de prêter attention d’une manière particulière : intentionnellement, dans le moment présent, et sans jugement. »
Elle est donc indépendante de toute religion. Elle peut se pratiquer en silence ou en action, seul ou en groupe, en méditation ou en pleine activité.
2. Pourquoi la pleine conscience est-elle essentielle aujourd’hui ?
Nous vivons dans une société de distraction permanente :
80 000 pensées par jour.
Plus de 2 heures passées sur smartphone quotidiennement.
Travail multitâche, sur-sollicitation, sédentarité, perte de sens.
Résultat : anxiété, fatigue mentale, troubles du sommeil, perte de concentration, irritabilité, burn-out.
La pleine conscience n’est pas un luxe. Elle est devenue un impératif mental et émotionnel pour survivre, puis évoluer.
3. Les bienfaits scientifiquement prouvés de la pleine conscience
Sur le cerveau :
Augmentation de la densité de matière grise dans l’hippocampe (mémoire, apprentissage).
Réduction de l’activité de l’amygdale (centre de la peur et du stress).
Amélioration de la connectivité entre les lobes frontaux (prise de décision, attention).
Sur la santé :
Réduction du cortisol (hormone du stress).
Amélioration du sommeil profond.
Renforcement de l’immunité.
Sur le mental :
Réduction de l’anxiété, de la dépression et des ruminations.
Meilleure gestion des émotions.
Clarté mentale, prise de recul, sérénité intérieure.
Sur la vie quotidienne :
Meilleures relations interpersonnelles.
Augmentation de la créativité.
Réduction de l’impulsivité et des automatismes destructeurs.
💡 La pleine conscience change ton cerveau. Et donc, ton rapport à la vie.
4. Méditer, oui… mais ce n’est que le début
Beaucoup associent la pleine conscience à la seule méditation assise. Or, méditer n’est qu’un moyen d’entraînement, pas une fin en soi.
La véritable pleine conscience, c’est :
Manger en sentant chaque saveur.
Marcher en sentant tes pieds toucher le sol.
Écouter sans préparer ta réponse.
Travailler sans être ailleurs mentalement.
Regarder ton enfant dans les yeux, vraiment.
Chaque action peut devenir méditative si tu y mets de la présence et de l’intention.
Dans un monde en accélération constante, où les notifications dictent notre attention, où les injonctions extérieures définissent trop souvent nos choix, reprendre le contrôle de sa vie devient un acte radical. Il ne s’agit pas de se rebeller contre le système ou de tout quitter pour vivre dans une yourte, mais de revenir à l’essentiel : soi.
Oui, tu peux devenir l’architecte de ta vie. Oui, tu peux choisir consciemment tes pensées, ton mode de vie, tes relations, ta carrière, ton environnement, ton alimentation, et même ton état d’esprit. Ce n’est pas une utopie, c’est une discipline douce, puissante, et accessible à chacun. C’est le fruit d’un engagement personnel, soutenu par des outils concrets comme la pleine conscience, l’énergie positive, l’ikigai, et une approche holistique du bien-être.
1. La pleine conscience : la clé d’une vie habitée
La pleine conscience, ou mindfulness, consiste à porter attention, intentionnellement et sans jugement, à l’instant présent. Elle est la porte d’entrée vers la clarté intérieure.
Lorsque tu vis dans le brouillard mental – préoccupé par l’avenir ou figé dans le passé – tu perds ton pouvoir. Mais en revenant au présent, tu récupères ta capacité à décider, à ressentir et à agir de manière alignée.
Comment pratiquer concrètement ?
🧘♀️ Commence ta journée par 5 minutes de respiration consciente.
🍽 Mange en silence, en appréciant chaque bouchée.
🚶♂️ Pratique la marche méditative, sans téléphone, en observant ton corps et ton environnement.
📝 Utilise le journal de gratitude pour ancrer l’instant présent dans le positif.
La pleine conscience n’est pas une technique de relaxation, c’est une posture de vie. Elle permet de ralentir pour mieux vivre. De voir pour mieux choisir. Et surtout, de ne plus passer à côté de soi.
2. Prendre la responsabilité de sa vie : le vrai pouvoir
Il y a une différence fondamentale entre être victime des circonstances et prendre la responsabilité de son existence.
Ce qui t’arrive n’est pas toujours de ton fait. Mais ta réponse t’appartient à 100 %.
Reprendre le contrôle, c’est ne plus déléguer son bonheur à l’extérieur : ni à ses parents, ni à son employeur, ni à son conjoint, ni au gouvernement, ni même aux circonstances.
C’est dire : “Je choisis d’agir, ici et maintenant, pour créer une vie qui me ressemble.”
C’est accepter que tu as du pouvoir sur :
Ton emploi du temps
Tes pensées dominantes
Ton énergie
Tes choix relationnels
Ton mode de vie
Ta santé mentale et physique
Et ce pouvoir est immense, dès lors que tu l’actives avec constance et foi.
3. L’énergie positive : une fréquence qui change tout
L’énergie que tu dégages influence la qualité de ta vie. Tes pensées influencent tes émotions. Tes émotions influencent tes actions. Tes actions construisent ta réalité.
La mentalité positive n’est pas une fuite du réel, mais un entraînement conscient à voir les opportunités plutôt que les obstacles.
5 leviers puissants pour élever ton énergie :
Les affirmations positives (répétées chaque matin pour reprogrammer ton subconscient).
La gratitude active (chaque soir, liste 3 choses que tu as appréciées dans la journée).
Le choix de ton entourage (tu es la moyenne des 5 personnes que tu fréquentes le plus).
L’environnement visuel et sonore (musique, lumière, nature, décoration).
Les contenus que tu consommes (livres, réseaux, vidéos… nourrissent ou empoisonnent ton mental).
La bonne nouvelle ? L’énergie positive est contagieuse. Tu peux l’incarner et l’offrir aux autres.
4. Trouver ton ikigai : ta boussole intérieure
Le concept japonais d’ikigai (生き甲斐) signifie littéralement “raison d’être”. C’est le croisement entre ce que tu aimes faire, ce dans quoi tu es bon, ce dont le monde a besoin, et ce pour quoi tu peux être payé.
Trouver son ikigai, c’est sortir du piège “je travaille pour vivre” ou “je vis pour travailler” pour entrer dans l’accomplissement profond.
Quelques questions puissantes à te poser :
Qu’est-ce que je fais avec plaisir même sans être payé ?
Quelles sont mes compétences naturelles ?
Quelles causes me touchent profondément ?
Quelle activité me fait oublier le temps ?
Ton ikigai n’est pas nécessairement un métier. C’est un fil rouge, une intention directrice, un axe de cohérence.
5. Mieux gérer ton temps et ton attention
Le temps est la seule ressource que tu ne peux ni stocker ni racheter. Pourtant, c’est celle que nous dilapidons le plus inconsciemment.
La vraie question n’est pas “de combien de temps je dispose ?” mais plutôt “qu’est-ce que je fais du temps que j’ai ?”.
Clés pour devenir maître de ton temps :
Planifie la veille pour éviter la dispersion.
Élimine les voleurs d’attention (notifications, sollicitations inutiles).
Applique la règle des 3 priorités par jour.
Intègre des routines matinales puissantes : sport, lecture, silence.
Apprends à dire NON pour dire OUI à ce qui compte.
Ton emploi du temps reflète tes vraies priorités. Regarde-le honnêtement.
6. Sortir de sa zone de confort : le berceau de la croissance
On ne se transforme pas en restant dans ce qu’on connaît. L’évolution nécessite une dose d’inconfort volontaire.
Sortir de sa zone de confort, c’est :
Oser dire ce qu’on pense.
Apprendre une nouvelle compétence.
Faire face à ses peurs (du rejet, de l’échec, du jugement).
Changer ses habitudes alimentaires, sportives, relationnelles.
Lancer un projet sans attendre “le bon moment”.
Ce qui te fait peur est souvent exactement ce que tu dois faire.
7. Rêver grand et manifester avec intention
Tu n’es pas ici pour mener une vie médiocre, répétitive, en mode survie. Tu es ici pour créer, vibrer, impacter, aimer.
Rêver grand, ce n’est pas être irréaliste. C’est honorer ton potentiel.
La loi de l’attraction fonctionne lorsque 3 éléments sont alignés :
Un désir clair
Une émotion élevée
Des actions cohérentes
Ajoute à cela la foi, la patience, l’adaptabilité, et tu verras ta réalité se transformer.
“Rêve comme si tout était possible. Agis comme si c’était certain.”
Travailler sur un seul pilier est utile. Travailler sur tous, c’est transformationnel.
9. L’alimentation consciente et l’épigénétique : nourris-toi pour évoluer
Ton assiette n’est pas qu’une source de calories. C’est un signal biologique, émotionnel et mental.
Ce que tu manges influence ton énergie, ton humeur, ton immunité, et même l’expression de tes gènes (épigénétique).
Astuces puissantes :
Essaye le jeûne intermittent (OMAD) pour clarifier ton mental.
Réduis le sucre et les produits ultra-transformés.
Explore les bienfaits d’une alimentation cétogène, anti-inflammatoire.
Bois de l’eau pure, de qualité, en conscience.
Écoute ton corps plus que les dogmes.
L’alimentation consciente n’est pas une restriction. C’est une libération énergétique et mentale.
10. La méditation : cultiver la paix et la présence
La méditation n’est pas une mode. C’est un entraînement de l’esprit.
Elle t’apprend à :
Observer tes pensées sans t’y identifier.
Apaiser ton système nerveux.
Cultiver le silence intérieur.
Te reconnecter à ton intuition.
Même 5 minutes par jour peuvent avoir un effet mesurable sur ton bien-être, ta concentration, ton stress, ton sommeil.
Le vrai luxe aujourd’hui ? Un mental calme dans un monde bruyant.
11. Se remercier, s’honorer, se célébrer
Arrête de te critiquer. Commence à te remercier.
Merci d’avoir tenu bon malgré les obstacles.
Merci pour chaque pas, même petit.
Merci d’avoir commencé ce chemin de transformation.
L’amour de soi est la base de toute évolution durable. Il ne s’agit pas d’ego, mais de respect, de reconnaissance et de présence envers toi-même.
“Tu es la personne avec qui tu passeras le plus de temps dans ta vie. Autant t’aimer.”
Deviens l’architecte de ta vie, dès aujourd’hui
Tu n’as pas à tout changer d’un coup. Tu dois simplement choisir consciemment de devenir acteur plutôt que spectateur. Choisir de croire en ta capacité à transformer ta réalité. Choisir d’agir chaque jour, à ton rythme, dans la bonne direction.
La vie ne s’améliore pas par hasard. Elle s’améliore par changement intérieur, décision assumée, et action consciente.
Alors… prends la première brique. Pose-la. Puis une autre. Et construis la vie que tu mérites.
Et si tout commençait par un choix ? Le choix de ne plus subir. Le choix de devenir l’architecte conscient de sa propre vie. Dans un monde saturé de distractions, de peurs et de normes dictées de l’extérieur, reprendre le pouvoir sur son bonheur, ses projets et sa santé est un acte radical… mais profondément libérateur.
Cet article propose un voyage complet vers une transformation holistique et positive, où le mental, le corps, les émotions et l’âme avancent ensemble. Grâce à la pleine conscience, aux bonnes habitudes, à l’ikigai, à une alimentation qui soutient l’épigénétique, à la gestion du temps, au courage de rêver grand et à une mentalité positive, il est possible de bâtir la version la plus haute de soi-même.
Dans un monde où tout va trop vite, où l’on s’oublie souvent pour répondre aux attentes extérieures, il est urgent de se reconnecter à soi-même, de reprendre les rênes de sa vie et de devenir l’architecte conscient de son destin. Ce pouvoir, chacun de nous le possède déjà. Il suffit de le réveiller, de le cultiver et de le mettre au service d’un projet de vie aligné, épanouissant et durable.
Cet article t’invite à explorer les piliers fondamentaux qui permettent de transformer profondément ton quotidien grâce à la pleine conscience, à une mentalité positive, à la maîtrise de ton temps, à une alimentation consciente, à l’ikigai, et à une approche holistique du bonheur. Tu y découvriras comment bâtir une vie qui te ressemble, pleine de sens, de santé et de sérénité.
🧠 1. La pleine conscience : être là, ici, maintenant
Le vrai changement commence par la présence. Tant que tu n’es pas pleinement conscient de ton état, de tes habitudes, de tes émotions et de tes pensées, tu vis en pilote automatique.
La pleine conscience, ce n’est pas juste méditer les yeux fermés sur un coussin. C’est une attitude d’attention bienveillante à chaque instant de ta vie : manger, marcher, parler, travailler, ressentir, aimer… avec conscience. C’est ralentir pour mieux voir, mieux ressentir, mieux choisir.
🧘♂️ Astuce : Commence par 5 minutes par jour à respirer en pleine conscience, sans but, sans distraction. Juste être là.
💪 2. Reprendre la responsabilité de sa vie : un acte de puissance
Devenir l’architecte de sa vie, c’est refuser de subir. C’est comprendre que, quoi qu’il se soit passé, la suite dépend de toi.
Tu ne peux pas tout contrôler, mais tu peux toujours choisir ta réponse face aux événements. Tu peux t’éduquer, te renforcer, te relever. La responsabilité n’est pas une culpabilité, c’est une liberté.
🔑 Prends la responsabilité de tes choix et de tes non-choix. Tu reprendras instantanément ton pouvoir personnel.
🎯 3. Maîtriser ses objectifs et ses projets avec clarté et intention
Une vie sans cap est comme un navire sans gouvernail. Pour avancer, tu dois savoir où tu veux aller, pourquoi, et comment.
Fixe-toi des objectifs clairs, inspirants, alignés avec ta vision de vie.
Découpe-les en petites actions quotidiennes et hebdomadaires.
Sois flexible, mais toujours engagé.
Et surtout, apprends à célébrer chaque petit pas : ce sont eux qui construisent les grandes transformations.
📌 Utilise un tableau de vision ou une mindmap pour garder le cap au quotidien.
🌈 4. L’état d’esprit positif : ton carburant interne
Ton état d’esprit conditionne ta réalité. Il ne s’agit pas d’être naïf, mais de cultiver une vision constructive, qui te pousse à agir avec foi, énergie et résilience.
“Ce que tu crois, tu le crées.”
Les neurosciences montrent que le cerveau est plastique : tu peux reprogrammer ton mental, transformer tes automatismes, et te libérer des pensées négatives ancrées.
Gratitude, affirmations positives, journaling, choix de ton entourage : tout cela alimente ton jardin intérieur.
💡 5. Croire en soi et en l’avenir, même quand tout semble flou
Le doute est naturel. Mais tu peux choisir la foi : la foi en toi, en tes capacités, en ta capacité à progresser.
“Tu n’as pas besoin d’être parfait pour commencer. Tu as besoin de commencer pour progresser.”
Entoure-toi de gens qui t’élèvent. Lis des biographies inspirantes. Nourris-toi d’exemples de résilience, et deviens à ton tour un modèle pour les autres.
🚀 Crois en ton avenir, même si tu ne vois pas encore tout le chemin.
🔍 6. Trouver son Ikigai : faire ce que l’on aime, profondément
L’ikigai, c’est ce qui donne du sens à ta vie. Ce point de rencontre entre :
ce que tu aimes faire,
ce en quoi tu es doué,
ce dont le monde a besoin,
et ce pour quoi tu peux être rémunéré.
Trouver son ikigai, c’est s’autoriser à vibrer, à créer une vie alignée avec ce que tu es vraiment.
🌸 Tu n’es pas né pour survivre. Tu es né pour contribuer, pour t’exprimer, pour aimer ce que tu fais.
⏳ 7. Gérer son temps et son énergie comme un pro
Le temps n’est pas une ressource extensible, mais ta gestion du temps est 100 % entre tes mains.
Priorise.
Élimine le superflu.
Structure tes journées avec des routines puissantes.
Crée des moments pour toi, pour ton corps, ton esprit, ta famille.
⏰ Commence par reprendre le contrôle de ta première heure chaque matin : lecture, mouvement, silence, écriture.
🌪 8. Oser sortir de sa zone de confort : là où la magie commence
Ta zone de confort est rassurante, mais stagnante. La croissance personnelle ne commence qu’en dehors de cette bulle.
Tu veux changer de carrière ? Oser entreprendre ? Apprendre une nouvelle langue ? Être plus en forme ? Il faudra du courage, de la régularité, de l’humilité… mais c’est possible !
🌱 Le cerveau s’adapte à l’inconnu. Il suffit de lui donner des défis réguliers.
🌠 9. Rêver grand et manifester une vie qui t’inspire
Il n’y a pas de mérite à rêver petit. Au contraire : rêver grand, c’est honorer ton potentiel.
La loi de l’attraction n’est pas magique, mais elle est logique : ce à quoi tu penses, tu le ressens ; ce que tu ressens, tu l’attires.
Visualise. Ressens. Agis. Répète. L’univers ne répond pas à ce que tu veux, il répond à ce que tu vibres.
🧲 Un rêve clair + une émotion forte + des actions constantes = transformation réelle.
Ton bien-être ne peut pas être compartimenté. Tu es un tout. Et chaque domaine influence les autres.
Corps : mouvement, nutrition, respiration
Esprit : clarté, vision, gestion du stress
Âme : sens, connexion, silence
Énergie : sommeil, environnement, émotions
✨ Change ton alimentation, et tu changes tes émotions. Change ton environnement, et tu changes ton humeur. Tout est interconnecté.
🧘♀️ 11. La méditation : la clé de la paix intérieure
Méditer, ce n’est pas fuir la vie. C’est au contraire l’habiter pleinement.
Méditation de pleine conscience, méditation guidée, scan corporel, prière, respiration profonde : trouve ta porte d’entrée.
🧘 10 minutes de silence conscient par jour peuvent littéralement remodeler ton cerveau.
🙏 12. Savoir se remercier : la gratitude envers soi
On passe sa vie à se juger, à s’auto-critiquer. Et si tu apprenais à te remercier ?
Merci d’avoir tenu bon. Merci de t’être relevé. Merci d’être là, en train de lire ceci.
La gratitude, tournée vers soi et vers la vie, est un activateur puissant de bonheur.
💖 Note chaque soir 3 choses pour lesquelles tu es reconnaissant, envers toi-même et la vie.
🥑 13. L’alimentation consciente : le pouvoir de l’épigénétique
Tu ne contrôles pas tes gènes. Mais tu contrôles comment ils s’expriment. C’est le principe de l’épigénétique.
Des choix comme le jeûne intermittent (OMAD), une alimentation cétogène, des produits non transformés, une hydratation régulière, ont un impact direct sur :
ton énergie,
ton humeur,
ton sommeil,
ta concentration,
ton immunité,
la longévité de tes télomères (les capuchons de tes chromosomes, garants de ta vitalité cellulaire).
🥗 Ce que tu manges est un message que tu envoies à ton corps.
🔮 14. Le chemin du développement personnel : une quête infinie et joyeuse
Le développement personnel, ce n’est pas devenir parfait. C’est se rapprocher de la version la plus vibrante de soi-même.
C’est une exploration. Un engagement. Une renaissance.
Et c’est aussi le plus beau cadeau que tu peux faire à toi-même… et aux autres. Car en élevant ton niveau de conscience, tu élèves le monde.
🔚 Tu as déjà tout en toi
Tu n’as pas besoin de plus de formations, de diplômes, ou d’approbations extérieures pour commencer à changer.
Tu as déjà en toi la conscience, l’intuition, l’intelligence, le courage et l’amour nécessaires pour créer une vie à ton image.
Alors pose-toi une seule question :
« Et si, à partir d’aujourd’hui, je décidais de croire en moi, de rêver plus grand et d’agir chaque jour avec foi et présence ? »
Parce que la vie que tu désires existe déjà. Elle t’attend. Et elle commence ici.
1. La pleine conscience : le point de départ du voyage intérieur
1.1 Qu’est-ce que la pleine conscience au quotidien ?
1.2 Revenir à l’instant présent pour désamorcer l’anxiété
1.3 Écouter ses émotions sans jugement
1.4 Observer ses pensées comme des nuages qui passent
1.5 Pratiques simples de pleine conscience à intégrer dans sa journée
2. Devenir l’architecte de sa vie : choisir ses fondations
2.1 Ne plus se définir par son passé ni par les attentes sociales
2.2 Se reconnecter à ses vraies valeurs
2.3 Prendre la responsabilité de ses choix, sans se blâmer
2.4 Visualiser la vie qu’on veut vraiment construire
2.5 Poser les premières briques : action, clarté et engagement
3. Reprendre le contrôle de ses objectifs, projets et défis
3.1 Créer une vision claire et inspirante (vision board, mindmapping)
3.2 Se fixer des objectifs alignés avec son identité profonde
3.3 Utiliser la méthode SMART, mais pas que : laisser place à l’intuition
3.4 La discipline douce : allier rigueur et bienveillance
3.5 Mesurer ses progrès sans se juger
4. L’état d’esprit positif : un levier de transformation incroyable
4.1 Les neurosciences derrière la pensée positive
4.2 Le biais de négativité : comment le reprogrammer
4.3 Affirmations, gratitude, journaling : entraîner son cerveau au positif
4.4 Entourage, médias, réseaux sociaux : bien choisir ce que l’on consomme
4.5 Ce que l’on croit devient vrai : l’effet placebo et nocebo dans la vie
5. Croire en soi et en l’avenir : sortir des chaînes mentales
5.1 Identifier et déconstruire ses croyances limitantes
5.2 Se reconnecter à sa puissance personnelle
5.3 Cultiver une foi active en la vie (même en période d’incertitude)
5.4 Les modèles inspirants et mentors de transformation
5.5 Reprogrammer son subconscient grâce à la répétition et l’expérience
6. Trouver son ikigai : faire ce qu’on aime et donner du sens à sa vie
6.1 L’ikigai : une boussole pour vivre aligné
6.2 Comment identifier ce qu’on aime vraiment (et ce qu’on fait par obligation)
6.3 Trouver l’équilibre entre passion, talent, besoin du monde et revenu
6.4 Construire un quotidien qui reflète son ikigai
6.5 Témoignages et exemples d’ikigai réussis
7. Mieux gérer son temps, son énergie et ses priorités
7.1 Le mythe du « manque de temps »
7.2 Matrice d’Eisenhower, Loi de Pareto et autres outils concrets
7.3 La puissance des routines du matin et du soir
7.4 L’art du focus : éliminer les distractions numériques
7.5 Savoir dire NON pour dire OUI à l’essentiel
8. Sortir de sa zone de confort pour évoluer
8.1 Pourquoi l’inconfort est nécessaire à la croissance
8.2 Les mécanismes de la peur et comment les apprivoiser
8.3 Le micro-challenge : progresser par petits pas
8.4 Célébrer les échecs comme des révélateurs
8.5 S’inspirer de ceux qui ont osé changer de cap
9. Rêver grand et vibrer haut : la loi de l’attraction en pratique
9.1 Pourquoi rêver grand n’est pas utopique mais vital
9.2 Clarifier ses désirs profonds et se donner le droit de les vivre
9.3 Loi de l’attraction : croire + ressentir + agir = manifester
10.2 Soigner ses pensées, son alimentation, son sommeil, son environnement
10.3 Les piliers du bien-être holistique (eau, lumière, nature, mouvement)
10.4 Écouter les signaux de son corps et respecter ses rythmes
10.5 Créer une vie qui nourrit toutes les dimensions de l’être
11. La méditation : outil de reconnexion et de maîtrise intérieure
11.1 Pourquoi méditer ? Les bienfaits scientifiquement prouvés
11.2 Différentes formes de méditation (pleine conscience, transcendantale, active…)
11.3 Méditer sans pression : 3 min/jour peuvent changer la vie
11.4 Méditation et neuroplasticité
11.5 Créer un espace sacré pour méditer chez soi
12. Savoir se remercier et cultiver la gratitude
12.1 Pourquoi la gratitude transforme l’état d’esprit
12.2 L’impact de la gratitude sur la santé et les relations
12.3 Exercice pratique : journal de gratitude quotidien
12.4 Se remercier soi-même : se reconnaître, se féliciter
12.5 Gratitude envers la vie, même dans l’adversité
13. L’alimentation consciente et épigénétique
13.1 Vous êtes ce que vous mangez… et ce que vous absorbez !
13.2 Le jeûne intermittent (OMAD) : un levier pour la clarté mentale
13.3 Alimentation cétogène, anti-inflammatoire et longévité
13.4 Épigénétique : comment notre mode de vie influence nos gènes
13.5 Prendre soin de ses télomères : nutrition, stress, sommeil, méditation
14. Bonus : les clés invisibles du développement personnel
14.1 L’intuition comme guide intérieur
14.2 L’écriture introspective et la puissance des mots
14.3 Le silence, la lenteur, la nature : redécouvrir l’essentiel
14.4 Créer un rituel personnel de transformation
14.5 Ne pas chercher la perfection : cheminer, c’est déjà réussir
🔚 Tout commence par un déclic
Tu n’as pas à tout changer d’un coup. Tu dois simplement choisir de changer, doucement, à ton rythme, mais en conscience. Le bonheur n’est pas une destination, c’est un état que tu peux cultiver dès aujourd’hui, par des micro-décisions alignées. En devenant le bâtisseur de ta propre vie, tu honores ta mission, ton potentiel… et ton humanité.
Dans l’industrie, “plus gros” est souvent vu comme synonyme de “plus sûr”. Pourtant, surdimensionner au-delà de 150 % de la charge requise transforme un équipement en un fardeau technique, économique et énergétique. Cet article technique, scientifique et pédagogique met en lumière un paradoxe : un surcroît de puissance qui plombe la performance, provoque des déséquilibres, et alourdit les coûts d’exploitation et de maintenance.
1. 🚦 Une perte de rendement catastrophique
1.1 COP divisé jusqu’à deux
Un groupe froid dimensionné à 150 % fonctionne principalement à vide ou à très basse charge :
COP chute drastiquement — parfois divisé par 2
Coût énergétique par kWfroid multiplié par 2, voire plus
1.2 Incompatibilité avec les courbes constructeur
Les données techniques illustrent des performances optimales autour de 90–110 % charge
En dessous de 30–40 %, le COP chute librement, entraînant des factures anormalement élevées
2. ⚠️ Fonctionnement à vide et déséquilibre hydraulique
2.1 Sous-débit brut
L’eau glycolée circule moins, insuffisamment turbulente, ce qui diminue dramaticalement le transfert calorifique
2.2 Instabilité thermique
Le froid devient mal réparti
Les inertielles calorifiques (ballons, échangeurs) sont inefficaces en basses charges
3. 🛠️ Maintenance : complexité et coûts amplifiés
3.1 Pièces plus chères & stockage délicat
Échangeurs surdimensionnés, circulateurs hydrauliques plus puissants
Les composants à réserve de capacité mènent à des stocks lourds, des filtres en excès et des filtres manquants
3.2 Fréquence & durée d’intervention
Redémarrages sans amortisseur provoquent des chocs mécaniques
Les pannes sont plus fréquentes, plus longues et plus coûteuses
4. 🏗️ Taille inadaptée au site
4.1 Encloisonnement & ergonomie
Un groupe imposant nécessite des espaces de maintenance élargis, souvent inexistants sur une installation existante
4.2 Modifications structurelles
Sol à renforcer, passages à élargir, modifications de ventilation et d’alimentation électrique — augmentant les frais d’installation ou de réaménagement
5. ⚡ Impact sur les réseaux électriques
5.1 Démarrages fréquents à forte intensité
Démarrage à vide → pics pouvant atteindre 5–7× le courant nominal
Usure prématurée des contacteurs et des protections électriques
Sensibilité accrue aux coupures de tension ou à la détérioration des réseaux
5.2 Instabilité électrique
Harmoniques, chute de tension, surtensions — un environnement instable
Les équipements sensibles, variateurs ou capteurs, subissent des perturbations
6. 📉 Inefficacité de la régulation traditionnelle
6.1 Vannes & régulations incapables
Thermostats calibrés pour des plages 70–110 %
À moins de 30 %, les hystérésis provoquent des oscillations fréquentes
6.2 Boucle PID inefficiente
Lags, cycles infinis, réactions inadaptées à faible puissance
Ne corrige qu’avec violence, augmentant les surcharges
7. 📌 Comparatif synthétique des coûts & performances
Critère
100 % charge nominale
> 150 % (sur-dimensionnement majeur)
COP
Optimal
Divisé jusqu’au tiers
Cycles thermiques
Espacés et longs
Courts et fréquents
Usure mécanique
Minimale
Importante
Coût énergétique
Contrôlé
Très élevé
Installation adaptée
Conforme
Réaménagement coûteux
Régulation efficace
Hydraulique stable
Oscillant, inefficace
8. ✅ Comment corriger un surdimensionnement majeur ?
8.1 Coupon remboursable à 150 %
Analyser la charge réelle, rebaisser à 100–110 %
Ajouter inertie thermique ou ballon tampon adapté
8.2 Modulation de capacité (VSD/scroll)
Régulation par variation de vitesse
Élimination totale des cycles à vide fréquents
8.3 Architecture modulaire
Supprimer les unités surdimensionnées au profit de plusieurs plus petites, pilotées en cascade
8.4 Réingénierie des systèmes de régulation
Recycler les thermostats, boucles PID et by-pass
Calibration selon une plage basse + haute régimes
8.5 Pilotage intelligent & supervision
Automatisation intelligente, IoT, maintenance prédictive pour assurer bon COP, cycles limités, surveillance en temps réel
9. 🔚 Un surdimensionnement au-delà de 150 %
Ce n’est pas un « budget de sécurité » : il devient un chant de sirène aux placards coûteux :
COP à la baisse drastique
Déséquilibre hydraulique
Maintenance complexe et chère
Conflits d’espace & réaménagement
Perturbations électriques
Régulation inefficace
✅ Solution : redimensionner à 100‑110 %, opter pour modularité VSD ou cascade, intégrant inertie thermique, régulation synchronisée, et supervision intelligente — gages d’efficacité, de fiabilité et d’économie sur le long terme.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Surdimensionnement Groupe Froid 110 %–120 % : Risques Cycles Courts, Usure, Énergie et Coûts Cachés
1. 🔍Enjeux
Beaucoup considèrent qu’« un groupe froid un peu plus lourd ne peut pas faire de mal ». Pourtant, un dimensionnement léger à modéré (entre 110 % et 120 % de la capacité requise) est un piège avec de multiples conséquences :
Cycles courts fréquents → usure prématurée
Dérives de régulation : fluctuations de température
Stress électrique : pics au démarrage
Gaspillage : énergie et fluide utilisé inutilement
Surcoût à l’achat, en maintenance et exploitation
Ce guide technique, scientifique et pédagogique (≈ 2000 mots) analysera en profondeur comment ce surdimensionnement apparemment raisonnable peut dégrader fiabilité et performance, et vous fournira des solutions pour le corriger.
2. ⚙️ Comportement du système sous surdimensionnement léger
2.1 Cycles courts / marche-arrêt fréquents
Mis en service, un groupe sur-dimensionné refroidit très vite :
Situation
Temps de fonctionnement
Cycle
110–120 %
3–5 min
ON puis arrêt immédiat
Conséquences :
Les compresseurs/pompes ne montent jamais en régime optimal
Les « short-cycles » s’enchaînent, générant usure et inefficacité
2.2 Refroidissement trop rapide
Livraison de froid trop massive par rapport aux besoins
Fréquence de maintenance et coûts associés augmentés
6. 🌐 Étude comparative
Facteur
Dimensionnement optimal (100 %)
Surdimensionné (110–120 %)
Pertes COP
maximales
–15 % à –25 %
Cycles thermiques
Espacés
Courts & fréquents
Usure électrique
Minimale
Importante
Consommation & COP
Optimisés
Gaspillages
Coûts initiaux & maintenance
Standard
+10 % à +20 %
7. ✅ Solutions ingénieuses & recommandations
7.1 Redimensionner à 100–105 %
Recalcul judicieux : charge réelle + tampon
Montée en puissance progressive avec ballon inertiel thermique de 10–15 %, limitant les longues intervalles
7.2 Automatisation intelligente & VSD
Modulation de la vitesse (scroll VSD, régulation analogique)
Adapte la puissance au besoin réel, élimine les cycles courts
7.3 Cascade & redondance
Deux machines plus petites → pilotées en parallèle
Cycle alterné, redondance, pas de gaspillage
7.4 Régulation avancée
Boucle PID, filtre hystérésis, autorise ou interdit les cycles selon seuils
Paramétrage par niveau +10 °C au-dessus de la consigne réelle
7.5 Contrôle fréquent des COP
Suivi COP en exploitation constructive
Alertes pour cycles trop fréquents ou chute détectée à CMMS
8. 📌 Bonnes pratiques résumé
Audit terrain & données réelles
Simulation thermique dimensionnante
Obligatoire : inertie thermique
VSD + PID + cascade
Surveillance COP & cycles
Revue périodique & optimisation continue
9. 🔚 Un surdimensionnement léger à modéré (110–120 %)
Cela peut sembler prudent… mais il est trop souvent la cause de :
Serrages mécaniques & cycles agressifs
Flambée des coûts d’énergie & fluide
ROI retardé
✅ L’équilibre se trouve entre puissance adaptée, inertie bien dimensionnée et régulation intelligente — conditions clé pour une fiabilité durable, une excellence énergétique et une efficacité pérenne.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le groupe froid industriel est bien plus qu’un simple climatiseur : c’est un équipement central qui joue un rôle vital dans l’industrie moderne. Pour qu’il soit performant, durable, économe et fiable, un dimensionnement rigoureux est essentiel. Cet article technique, scientifique et pédagogique présente les principes fondamentaux du dimensionnement, essentiels pour garantir :
La bonne puissance frigorifique au bon moment,
La stabilité du process industriel,
L’efficacité énergétique avec un COP optimisé,
La fiabilité et la résilience de l’installation.
1. 🧱 Qu’est-ce qu’un groupe froid industriel ?
Un groupe froid industriel est un dispositif destiné à extraire la chaleur d’un fluide caloporteur (eau, glycol, huile), à travers un cycle de réfrigération, pour maintenir une température contrôlée dans un process industriel ou un bâtiment technique.
1.1 Structure classique
Évaporateur : échange de chaleur entre fluide caloporteur et frigorigène (le fluide s’évapore).
Compresseur : augmente la pression et la température du frigorigène pour continuer la compression.
Condenseur : rejette la chaleur au milieu extérieur (air ou eau).
Détendeur (valve d’expansion) : abaisse la pression du frigorigène pour rompre le cycle.
1.2 Typologies
Air-cooled : condenseur ventilé, simple et peu coûteux,
Water-cooled : via tour d’eau, pour plus d’efficacité,
Absorption, VSD, modulaire : pour exigences spécifiques, économies ou redondance.
2. 🧩 Variables essentielles du dimensionnement
2.1 Charge thermique (kWf)
Calculée à partir de la quantité de chaleur à extraire.
Dépend de la température d’entrée/sortie, du débit, de la variabilité de production.
Audit nécessaire pour quantifier la charge moyenne et les pics.
2.2 Température ambiante (max / min)
Impacte la condensation et le COP.
Marge de calcul : considerer la température max + 5 °C pour éviter les sous-capacités durant les canicules.
2.3 Température de consigne du process
Elle définit la température cible du fluide caloporteur.
L’écart entre condenseur et évaporateur (delta T) conditionne la puissance du compresseur.
2.4 Nature du fluide caloporteur
L’eau offre un transfert efficace mais gèle si la température est trop basse.
Le glycol (eau + antigel) protège en dessous de 0 °C mais nécessite une régulation spécifique.
2.5 Type de production
Continue : peu de variabilité, fonctionnement stable.
Cyclique / pics : demande de réserve thermique (ballon tampon) et régulation avancée.
2.6 Environnement climatique & contraintes
Température et humidité influencent le condenseur.
3. ⚠️ Erreurs classiques dans les calculs de charge frigorifique
Se limiter à la charge moyenne, sans intégrer les cycles ni les creux.
Appliquer une marge trop faible (<5 %), conduisant à l’usure prématurée.
Opposer des marges excessives (30 %) qui induisent cycles courts, COP dégradé et gaspillage énergétique.
Oublier la résistance des échangeurs ou les pertes de charge dans les circulateurs et len tuyauterie.
4. 🧮 Rôle du COP dans l’efficacité énergétique
4.1 Qu’est-ce que le COP ?
Le Coefficient de Performance (COP) mesure l’efficacité d’un groupe froid : COP=puissance frigorifique (kW) / puissance electrique absorbee
Un COP élevé signifie que l’installation utilise moins d’énergie pour produire le même effet frigorifique.
4.2 Dépendance au COP
Le COP varie fortement selon la charge réelle, la marge thermique et les conditions d’échange.
Une installation surdimensionnée ou sous-dimensionnée fonctionne souvent à un COP faible (<4), ce qui a un impact important sur les coûts d’exploitation .
5. ✅ Processus de dimensionnement complet
5.1 Étape 1 : Audit terrain
Installation de capteurs sur 7 à 30 jours (températures, débits, cycles).
Identification des plages typiques et des extrêmes.
5.2 Étape 2 : Calcul de la charge thermique
Q=m×cp×(Tin−Tout) 1.16
m le débit en m3/h, cp la capacité calorifique, ΔT la différence de température.
5.3 Étape 3 : Intégration des marges et modulations
Dimensionnement ciblé : 100–110 % de charge nominale, avec ballon tampon pour absorber les variations immédiates.
5.4 Étape 4 : Sélection de l’architecture
Single unit vs cascade, rupture modulaire ou vitesse variable.
Prise en compte du fluide, de l’échangeur, du volume tampon, des circulateurs, isolation, purgeurs etc.
Révision continue : ajustement des marges, calibres, calendriers.
8. 📌 Le dimensionnement d’un groupe froid industriel
N’est pas un simple calcul de puissance, mais une démarche de conception intégrée, combinant objets scientifiques, stratégies d’ingénierie et vision économique sur le long terme. Bien pensé, il garantit :
La performance continue de l’installation,
Une consommation électrique maîtrisée,
Une durée de vie prolongée de l’équipement,
Une stabilité du process et un ROI optimisé.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le groupe froid industriel est souvent comparé à l’ »organe circulatoire » de l’industrie : discret, central, mais vital. Pourtant, bien dimensionner ce cœur thermique ne s’arrête pas à choisir une puissance plus grande que nécessaire. C’est une démarche scientifique, technique et économique qui influence dès la première année :
La performance continue et la stabilité du process industriel,
La consommation énergétique et l’empreinte carbone,
La durabilité des équipements et la fiabilité à long terme,
L’investissement initial et son retour.
Ce guide complet — pédagogique et technique — vous accompagne pas à pas dans une démarche d’ingénierie rigoureuse, avec les étapes clés, les bonnes pratiques, les erreurs à éviter, et les outils indispensables.
1. 🧱 Pourquoi le groupe froid est l’organe vital caché de l’industrie moderne
1.1 Centralité du froid face à l’énergie thermique
Il régule la température des process : aliments, plasturgie, data centers, production chimique, pharmaceutique…
Il garantit la qualité produit, la sécurité des lignes et la continuité de fonctionnement.
Marge légère mais intelligente : max. 15 % avec tampon et modulation.
Architecture modulaire et flexible : cascade, inertie, pilotage dynamique.
Régulation avancée : PID, VSD, supervision IoT.
Maintenance intégrée dès la conception : accessibilité, fiabilité, durabilité.
Adaptabilité future : fluides, normes, montée en charge ou process.
8. 🔚 Dimensionner un groupe froid industriel
Ce n’est pas juste additionner de la puissance : c’est concevoir l’intelligence du froid, garantir la stabilité du process, maximiser la performance énergétique, et anticiper les évolutions industrielles et environnementales.
Un bon dimensionnement repose sur l’exigence de mesure, la rigueur de la modélisation, la sélection technique avisée, la régulation fluide et la préparation à l’avenir. C’est l’alliance d’une approche scientifique, d’un discours économique et d’une vision durable, porteur de gains immédiats et pérennes pour l’industrie.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Optimisation Ingénierie des Groupes Froids Industriels : Données IoT, Modélisation, Régulation, et Architecture Globale
Le dimensionnement et l’exploitation d’un groupe froid industriel ne se résument pas à un simple calcul de puissance. Pour obtenir performance énergétique, fiabilité, et durabilité, l’ingénierie moderne repose sur :
La drivée par les données terrain (IoT, capteurs),
La modélisation prédictive des cycles de charge,
La régulation dynamique (VSD, scroll modulant),
L’éviction des marges excessives,
L’approche systémique intégrant l’ensemble des équipements.
Voici un article technique, pédagogique et SEO optimisé (~2000 mots) pour expliquer comment intégrer ces bonnes pratiques dans vos projets frigorifiques.
1. ✅ Exploiter les Données Terrain (IoT & Capteurs)
1.1 Mesure précise et continue
Installez capteurs de température, pression, débit sur échangeurs, circulateurs, tuyauteries et condenseurs.
Utilisez des enregistreurs IoT ou bus modbus/bacnet pour récolter des historiques sur 7, 15 ou 30 jours.
1.2 Ajustement du dimensionnement
Analysez les pics, les stabiles, les temps de montée et de redescente.
Adaptez la puissance pour couvrir les pointes sans surdimensionner inutilement.
1.3 Maintenance prédictive
Suivez la performance : COP réel, pression HP/BT, vibration, niveau d’huile.
Le déclenchement d’alertes précoces permet d’éviter les arrêts prématurés.
2. ✅ Modéliser les Cycles de Charge
2.1 Outils de simulation thermique
En mode BIM ou CFD, modélisez les variations selon la saison, les horaires, les phases de process.
Simulez plusieurs scénarios de fonctionnement : démarrage, fin de ligne, canicule…
2.2 Supervision avancée
Systèmes SCADA avec log des cycles, comparatif entre dimensionné et réel.
Génération de rapports automatisés pour détecter les dérives ou usage excessif.
2.3 Anticipation & validation
Comparez les résultats du dimensionnement statique avec les simulations réelles.
Ajustez les capacités ou les régulations avant la mise en service.
Évitez les à-coups, démarrages fréquents, et pertes COP.
Les machines scroll ou piston VSD adaptent leur débit au besoin en continu.
3.2 Boucle de régulation fluide
Utilisez des contrôleurs PID couplés aux capteurs de pression/température.
Intégrez ballast, by-pass, détendeurs contrôlés pour éviter les oscillations.
3.3 Economie énergétique et usure maîtrisée
Réduction de la consommation jusqu’à –30 % par rapport à des cycles ON/OFF.
Moins de sollicitation mécanique → allongement de la durée de vie.
4. ✅ Éviter les Marges de Sécurité Excessives
4.1 Marges appropriées, pas arbitraires
Une marge de 5–15 % suffit généralement. Au-delà, vous surcoûtez votre installation.
Valorisez la modularité (multi-unités, VSD) plutôt que l’ajout d’une marge brute.
4.2 Risques du surdimensionnement
Cycles courts, COP réduit, consommation excessive, encombrement et fluide en surplus.
ROI détérioré immédiatement et overengineering contre-productif.
5. ✅ Approche Systémique : penser l’ensemble du circuit
5.1 Circulateurs & réseaux hydrauliques
Dimensionnez les pompes pour le débit et les pertes de charge réelles.
Evrifiez les vannes, by-pass, circuits tampon (lissage) et isolation.
5.2 Échangeurs thermiques & isolation
Préférez des échangeurs de qualité, faciles à nettoyer.
Isolez tuyauterie sensible (>30 mm d’isolant) afin de conserver la performance.
5.3 Purgeurs & séparateurs
Installez des purgeurs automatiques, siphons, dégazeurs près des points thermiques.
Vérifiez les vidanges après congélations ou cycles longue durée.
6. 🛠️ Mise en Œuvre & Processus
Audit terrain (données IoT)
Simulation des cycles (logiciel ou supervision)
Choix régulation (VSD, PID, ballast, by-pass)
Dimensionnement ciblé (marges + modularité)
Plan de maintenance & accès
Suivi KPIs : COP, cycles, consommation, pannes
La performance d’un groupe froid industriel ne se joue pas uniquement dans un calcul de puissance. Un projet optimisé repose sur :
Des données réelles,
Une régulation fluide et adaptative,
Une marge maîtrisée et dimension justification,
Une architecture globale, intégrant tous les composants.
💡 Un groupe froid conçu et géré selon ces principes offre efficacité, fiabilité, économies, et pérennité. L’ingénierie est une combinaison d’analyse, de mesure et de réflexion systémique — pas seulement une simple équation thermique.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Optimiser le Dimensionnement d’un Groupe Froid : Fluide, Volume Utile et Accessibilité Technique
Dimensionner un groupe froid industriel ne se limite pas à calculer une puissance frigorifique. Pour garantir performance, fiabilité et facilité d’exploitation, il est essentiel de considérer des aspects souvent négligés :
Nature du fluide frigorigène
Différence entre volume utile et volume net de stockage
Accessibilité et contraintes d’entretien
Cet article technique, pédagogique et optimisé SEO (environ 2000 mots) explore en profondeur ces trois dimensions, explique leur impact sur le rendement et la maintenance, puis propose des recommandations concrètes pour les intégrer dès la phase de conception.
1. 🧊 Nature du fluide frigorigène : un levier d’efficacité
1.1 Propriétés thermodynamiques variables
Les fluides couramment utilisés (R‑134a, R‑1234ze, R‑410A, R‑407C…) présentent des profils très différents en termes de :
Point de pression de condensation et de vaporisation
Chaleur latente, donc débit frigorifique pour un même volume
Température & pression de fonctionnement
Potentiel de réchauffement climatique (GWP)
1.2 Impact sur le COP et la puissance
COP optimal selon le fluide : par exemple, le R‑1234ze offre un meilleur COP que l R‑134a à charge équivalente.
La puissance d’un groupe froid donnée par le constructeur dépend du fluide : un même compresseur donnera plus ou moins de froid selon le fluide utilisé.
🎯 Lors du dimensionnement, commencez toujours par : copie de la courbe COP x Fluide x Charge x Delta‑T.
Le R‑410A est de plus en plus limité dû à son GWP,
Les fluides HFO (comme R‑1234ze) sont plus vertueux mais demandent des échangeurs adaptés,
Vérifiez la compatibilité des joints, huile, bouclage avec le fluide choisi.
2. 📦 Volume utile vs volume utile effectif
2.1 Définitions
Volume utile : capacité brute de la cuve (ex : 1000 L),
Volume utile effectif : volume réellement disponible après déduction de la zone morte sous la pompe, du ballon, des circuits, etc.
2.2 Pourquoi est-ce essentiel ?
Le ballon tampon doit lisser les charges, donc seule la capacité utile compte pour amortir les pics.
Un volume mort de 20 % peut réduire drastiquement le tampon, entraînant des cycles thermiques précoces.
2.3 Comment le calculer
Déterminer le volume total,
Identifier la zone inaccessible ou destinée à la dilatation,
Retirer les volumes liés à canalisations, siphons, colliers, etc.
➡️ Dimensionnement : prévoir 10–20 % de la charge horaire brute en volume utile effectif, pas brut.
3. 🔧 Accessibilité & entretien : penser à l’usage futur
3.1 Pourquoi anticiper l’usage humain ?
Les gros groupes froids sont souvent replacés dans des locaux hors accès facile,
L’entretien doit rester ergonomique, sécurisé, et nécessiter peu de démontages.
3.2 Cibles d’accessibilité à prévoir dès la conception
Filtres déshydratants : accès direct, montage/démontage sans outil spécifique.
Ventilateurs et échangeurs : accès facile pour nettoyage haute pression.
Détendeurs & by‑pass : position pour intervention sans dépose d’enveloppes.
Espace entre le groupe et la paroi : 1 m indispensable pour interventions sécurisées.
3.3 Retours d’expérience
Surdimensionnement + cuve logée dans un local étriqué = interventions nécessitant permutation des groupes → trop peu de production.
Filtres et ventilateurs inaccessibles → manque de nettoyage, performance chutée de 30 %.
4. ✅ Conseils d’ingénierie pour une conception rigoureuse
4.1 Sélection du fluide
Fluide
Avantage
Inconvénient
R‑134a
Usage classique
COP intermédiaire, GWP élevé
R‑410A
Puissant
GWP important, limité réglementairement
R‑1234ze
Bon COP, GWP bas
Nécessite conception dédiée
Astuce : toujours croiser le fluide avec la courbe constructeur pour obtenir le COP réel attendu.
4.2 Dimensionnement spatial intelligent
Vérifiez les zones techniques : tuyauterie, esprits de maintenance, tuyaux auxiliaires, etc.
Appliquez les normes d’ergonomie, accessibilité, QHS.
Prévoir un plan d’intervention avant la mise en service.
4.3 Vérification du volume net
Faites un schéma 3D de la cuve et canalisations pour estimer les volumes morts.
Intégrez les données à la régulation : point de déclenchement + délai tampon lié au volume utile.
5. 🧭 Processus final pour intégration
Choisir le fluide selon performance, GWP, réglementation.
Analyser COP en fonction de fluide + température de travail.
Dimensionner tension, puissance, ballon selon volume utile net.
Dessiner le layout et transmettre les contraintes d’accès et distances.
Intégrer dans l’automate des zones de maintenance & interventions.
Simuler la maintenance et organiser le plan d’action.
Le dimensionnement d’un groupe froid ne peut se limiter à calculer une puissance calorifique. Les choix techniques sur le fluide frigorigène, la précision du volume utile et la facilité d’accès pour l’entretien sont des facteurs déterminants dans la performance, la durabilité et la sécurité d’usage. En les intégrant de manière proactive dès la phase de conception, les ingénieurs garantissent des installations efficaces, fiables et rentables sur le long terme — tout en se prémunissant des pièges réglementaires et opérationnels.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le groupe froid industriel, pilier de la réfrigération process, ne fonctionne pas dans un environnement homogène. Canicule extrême, fortes hygrométries, températures variables : ces circonstances imposent de sérieuses contraintes sur ses performances, sa fiabilité et sa consommation énergétique. Mal comprises, ces variations thermiques et hygrométriques peuvent provoquer :
Une baisse drastique de la capacité frigorifique
Une hausse significative de la consommation électrique
Un fonctionnement instable avec cycles courts
Des perturbations sur la durée de vie des composants
Cet article technique, pédagogique explore en profondeur :
Les effets des vagues de chaleur,
L’impact de l’humidité ambiante élevée,
Des solutions d’ingénierie pour réduire les risques et maîtriser l’installation.
1. ☀️ Canicule : le condenseur mis à l’épreuve
1.1 Performance du condenseur en chute libre
En été, la température peut atteindre des niveaux extrêmes (35 °C à 45 °C).
Un condenseur air-cooled peine à évacuer la chaleur.
⌛ Résultat : rendement chute, pression de condensation s’élève, et la capacité frigorifique diminue de 15 à 25 %.
1.2 Pression de condensation en hausse
Les échangeurs voient leur pression HP monter (HP > 30–35 bar).
Le compresseur travaille plus fort, perd en efficacité, et peut atteindre la sécurité thermique.
1.3 Consommation en forte augmentation
Puissance absorbée par le compresseur grimpe en flèche, COP chute.
Énergie électrique consommée +20 à +30 %.
ROI énergétique menacé : surcoût annuel et perte de rentabilité.
1.4 Risque de coupure thermique
Montée de température, surpression → déclenchement HP et arrêt.
Redémarrage automatique risque de provoquer cycles thermiques courts, accentuant l’usure.
2. 💧 Humidité élevée : une contrainte méconnue
2.1 Taux de condensation renforcé
À hygrométrie élevée (>70 %), la condensation se multiplie sur le condenseur.
Gouttelettes d’eau sur les ailes d’échange, perte de surface active, perte de transfert thermique.
2.2 Déperditions thermiques accrues
Les échangeurs se mouillent, diminuant l’échange.
La boue accumulée bloque les flux.
2.3 Comportement variable des fluides frigorigènes
Variation de densité, condensation incomplète.
Dégradation possible de la performance dans la cuve de détendeur.
3. 🛠️ Bonnes pratiques d’ingénierie pour garantir la robustesse
3.1 Dimensionner pour les conditions extrêmes
Toujours anticiper la température extérieure maximale +5 °C.
Ajouter une marge de 10–15 % sur la puissance nominale.
3.2 Ventilation forcée & filtration
Extracteurs pour expulser l’air chaud du local compresseur,
Ventilation d’air frais calibrée selon les besoins thermiques,
Entretenir régulièrement les filtres et échangeurs.
3.3 Drainage efficace & protection contre la corrosion
Les extrêmes climatiques poussent les groupes froids industriels aux limites. La canicule et l’humidité élevée réduisent drastiquement la capacité de refroidissement, aggravent l’usure mécanique et énergétique, et menacent la stabilité des process.
👉 Pour sécuriser votre installation, il est essentiel de :
Dimensionner au‑delà des prévisions extrêmes (+5 °C, +10 % capacité),
Installer un système de ventilation et drainage robuste,
Activer des fonctions de régulation avancées (VSD, tampon, supervision IoT),
Mettre en place une maintenance préventive surveillée (échangeurs, filtres, drains).
Une conception attentive aux conditions réelles garantit efficacité énergétique, longévité et performance, même lorsque le mercure monte ou que le taux d’air monte.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Gestion Dynamique de la Charge du Groupe Froid : Tampon Thermique & Séquençage Intelligent en Cas de Pics de Production
Dans les environnements industriels, les pics de production sont monnaie courante : démarrage de nouvelles lignes, changement de format, cycle de nettoyage ou process cycliques. Pour maintenir performance, stabilité et qualité, il est essentiel de maîtriser la gestion dynamique de la charge thermique du groupe froid. Cet article technique, scientifique et pédagogique porte sur deux leviers fondamentaux :
Limiteur inertie (ballon tampon) : lissage efficace des variations
Redondance & séquençage intelligent : modularité et résilience
Nous verrons comment ces stratégies améliorent la performance énergétique, la durabilité des équipements, et la continuité de service.
1. 🧩 Tampon thermique : une inertie maîtrisée face aux variations
1.1 Rôle et fonction du ballon tampon
Le ballon tampon, ou réservoir d’eau glacée, constitue une réserve thermique :
Il stocke l’énergie frigorifique excédentaire produite en quasi-linéaire
Il la restitue lors des pointes, sans solliciter le groupe froid
Il découple la production réelle (variable) de la capacité installée (constante ou modulaire)
1.2 Avantages critiques
Lissage des variations : évite les coups de charge brutaux
Allongement des cycles : réduction des redémarrages
Réduction des redémarrages : limitation des appels de courant et des cycles thermiques nocifs
1.3 Dimensionner avec intelligence
Volume ≈ 10–20 % du débit horaire nominal
Pression et température de consigne adaptée
Isolation efficace, instrumentation de niveau et de température
2. 📈 Redondance et séquençage intelligent : modularité résiliente
2.1 Pourquoi plusieurs groupes froids ?
Modularité : aligner la puissance à la demande instantanée
Redondance : assurer un backup automatique en cas de panne
Phase-out : rotation pour entretien sans arrêt de production
2.2 Pilotage en cascade
2.2.1 Principe de fonctionnement
Installation de 2 ou 3 machines en parallèle
Deux modes : cascade (machines à capacité descendante) ou modulation (vitesse variable)
Le module de gestion active les groupes selon seuils programmés
2.2.2 Avantages
Adaptation en temps réel : activation progressive selon besoin
Gestion fluide des pics : activation synchronisée des groupes
Maintenance planifiée : mise en standby automatique
Sécurité de service : continuité même lors de panne
2.3 Cas d’usage : régulation intelligente
Automate avec logique PID basé sur température de retour
Capteurs connectés (IoT) pour anticiper la montée en charge
Hystérésis et séquencements prédictifs
3. 🔧 Les bénéfices techniques & opérationnels
3.1 Stabilité thermique & process fiable
Température constante malgré les pics
Protection des tolérances et qualité produit
3.2 Économie et durée de vie
Moindre sollicitation mécanique = moins de maintenance
Moins de démarrages = durée de vie prolongée du compresseur
Ratio COP amélioré grâce à la modulation
3.3 Résilience renforcée
Continuité assurance grâce à la redondance
Séquençage intelligent réduit les points de défaillance
Informations contravariantes en temps réel via IoT
4. 🧪 Simulation de performance
4.1 Scénario sans tampon
Groupe principal atteint en 30 min
Redémarrage immédiat, pic de courant, COP chute
4.2 Scénario avec tampon et redondance
Tampon absorbe pic à +30 % de charge pendant 10 min
Groupe secondaire activé si besoin
COP stabilisé, risque coupé, consommation modérée
5. ✅ Stratégie de déploiement
Analyse de charge : données sur 30 jours (débit, température)
Dimensionnement : groupe, tampon, capteurs
Architecture : cascade ou deux modules
Automate + IoT : gestion prédictive via pilotage connecté
Mise en service : tests charge stable / pic / panne
Optimisation continue : retour sur consommation, cycles, défaillance
6. ⚠️ Pièges à éviter
Tampon mal isolé → pertes thermiques
Automate sans logique prédictive → redémarrage intempestif
Taille de tampon insuffisante (<10 %) → inefficacité
Séquençage manuel → manque de réactivité
Face à une réalité industrielle soumise à la variabilité, le dimensionnement rigoureux (100–110 %), accompagné d’un ballon tampon adapté et d’une architecture modulaire intelligente, garantit :
Performance thermique stable, même en pics
Optimisation de l’usage énergétique
Robustesse et longévité du système
Continuité de service assurée, même en cas de panne
📌 Une approche complète, technique et scientifique, centrée sur la prévision dynamique, est la clé pour un groupe froid réellement performant et durable.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le dimensionnement d’un groupe froid ou d’un compresseur dépasse la simple affaire de puissance ou de débit. Une installation sous- ou surdimensionnée engendre de graves effets thermodynamiques et électriques, entraînant des défaillances prématurées, des coûts énergétiques élevés et des perturbations sur le réseau. Dans cet article technique et pédagogique, nous explorerons :
Les pics d’intensité à la mise en marche alternative,
Les perturbations et usures sur le réseau électrique,
Les phénomènes de coup de liquide et de retour d’huile insuffisant,
Les solutions d’ingénierie pour prévenir ces risques majeurs.
1. 🔌 Les Effets Électriques sur le Réseau
1.1 Appels de courant au redémarrage
Chaque redémarrage d’un compresseur (groupe froid ou compresseur d’air) crée un appel de courant massif, souvent 5 à 7 fois le courant nominal. Cela entraîne :
Chute de tension locale, pouvant provoquer des anomalies sur les équipements sensibles (variateurs, capteurs),
Perturbation du cos phi et augmentation de la puissance réactive,
Dépassement des limites électriques des tableaux, fusibles ou transformateurs.
Planification basée sur données, non sur calendrier fixe.
5.6 Pilotage réseau et surveillance
Surveiller la forme de la courbe de tension/courant,
Installer des dispositifs de correction cos phi,
Coordonnez démarrages de plusieurs compresseurs.
6. 🎯 Bonnes pratiques succinctes
Dimensionnement réaliste : ~100–110 %
Redémarrage progressif : soft starter, module VSD
Inertie thermique/buffer : ballon tampon d’air ou eau glacée
Supervision intelligente : capteurs pour mesurer et prévenir
Maintenance basée sur état : usure réelle, pas sur planning
Un mauvais dimensionnement ne se traduit pas seulement par des performances médiocres, mais provoque une cascade de dysfonctionnements :
Électriques → courts-circuits, chutes de tension,
Mécaniques → usures, coup de liquide, retour d’huile critique,
Thermodynamiques → pertes de rendement, surchauffe, déclenchements fréquents,
Économiques → maintenance coûteuse, pannes fréquentes, augmentation de la consommation.
✅ Au final, bien dimensionner un groupe refroidissement, compresseur ou système pneumatique revient à anticiper les interactions thermodynamiques et électriques, avant que les dysfonctionnements ne mettent la production à l’arrêt. Un choix à la fois technique, stratégique et économique, qu’il faut traitre avec rigueur et expertise.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le surdimensionnement d’un groupe froid, autrement dit l’installation d’un équipement bien plus puissant que nécessaire (entre 110 % et 150 % voire plus), est une erreur fréquente, insidieuse et coûteuse. L’intention peut sembler bonne — anticiper les pics ou préparer l’avenir — mais ce choix cache des conséquences critiques :
Cycles marche/arrêt fréquents qui usent prématurément les composants,
Faible Coefficient de Performance (COP) : rendement énergétique sous-optimal,
Coûts financiers et environnementaux exacerbés : prix d’achat, consommation, maintenance, fluides frigorigènes…
Ce guide technique et pédagogique dissèque les mécanismes du surdimensionnement, explore ses effets négatifs et propose des stratégies ingénieuses pour éviter ce fléau industriel.
1. 🟡 Cycle Marche/Arrêt Fréquent (Short‑Cycling)
1.1 Pourquoi le short-cycling se produit
Un groupe froid surdimensionné atteint rapidement la température cible. Les thermostats ou régulations coupent alors l’appareil, mais la température du fluide réinjecté reste encore chaude. Après courte pause, la température augmente à nouveau et relance le compresseur… Cycle perpétuel et inefficace.
Compresseurs modulants s’ajustent à la charge, améliorent le COP, prolongent la durée de vie, lissant temperature et pression.
5.4 Cascade de groupes & déreserves spatiales
Deux groupes plus petits s’alternent selon les besoins réels, l’un en secours, l’autre en service, sans surdimensionner un seul groupe.
6. 🔧 Bonnes pratiques & check list d’ingénierie
Étape
Action recommandée
Analyse de charge réelle
Audit 7–30 jours
Dimensionnement selon besoins
Près de la charge réelle + marge
Régulation adaptative
VSD ou multi‑étages
Ballon « chaud » ou inertie
Lissage des cycles
Validation de performance
Mesure COP, pression, cycles
Supervision & IoT
Détection anticipée
Maintenance prédictive
Vibration, température, oil
Stock de pièces
Disponibilité garantie
7. 🧩 Résumé : économiser en investissant mieux
Un groupe froid surdimensionné coûte cher depuis l’achat jusqu’à l’arrêt non planifié. À l’inverse, la performance maximale se trouve dans une plage optimisée (100 % à 110 %), associée à régulation et inertie, permettant :
Réduction des cycles courts,
Rendement élevé,
Durée d’exploitation et ROI prolongés.
📌 SEO Summary
Titre SEO : Surdimensionnement Groupe Froid (110 % à 150 %) : Pièges Énergétiques, Solutions et Optimisation
Mots-clés : surdimensionnement groupe froid, COP bas à faible charge, short-cycling, ballon tampon, VSD groupe froid, cascade compresseur, performance énergétique, ROI froid industriel.
Le surdimensionnement est un piège énergétique dangereux — mais facile à éviter. En respectant les règles d’ingénierie (dimensionnement précis, régulation modulante, inertie thermique, redondance), les usines peuvent éviter :
Des cycles courts,
Une usure prématurée,
Des factures élevées,
Des pannes imprévues.
Choisissez la bonne taille, optimisez la régulation et économisez sur le long terme — la performance industrielle est une affaire d’équilibre, pas de puissance brute.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Le dimensionnement d’un groupe froid industriel ne se limite pas à cocher une case sur une fiche technique : il conditionne toute la chaîne : stabilité du process, durée de vie des équipements, efficacité énergétique, coût global. La zone idéale de 100 % (charge nominale) à 110 % (légère surcharge) est celle où le système fonctionne dans sa meilleure zone de performance, et ce, sans stress mécanique ni consommation excessive.
Cet article technique, structuré et optimisé SEO (environ 2000 mots), explore les bénéfices de cette plage, les raisons techniques, les retours d’expérience et les conseils d’ingénierie pour atteindre et maintenir cette efficacité optimale.
1. ✅ Stabilité du process : la promesse d’une consommation maîtrisée
1.1 Travail à charge nominale = rendement optimal
Un groupe froid calibré à sa charge nominale fonctionne dans la zone de COP maximal, où la consommation électrique est la plus efficiente.
La plage 100–110 % assure l’absence de cycles ON/OFF incessants, évitant les pertes d’énergie liées au redémarrage et aux fluctuations thermiques internes.
1.2 Réponse efficace aux variations de charge
Le modeste 10 % de surcapacité permet d’absorber en douceur les pics conjoncturels sans atteindre la surcharge.
Le système agit plus comme un tampon thermique, réagissant avec élasticité plutôt que brutalement.
1.3 Régulation fluide et cycles maîtrisés
Les temps de cycle s’allongent : moins de interruptions, plus de stabilité.
Les phases de redémarrage sont rares et espacées, ce qui préserve les composants (compresseur, ventilateurs, circuits).
2. ⏳ Durée de vie prolongée : prévenir la fatigue prématurée
2.1 Moins de stress mécanique
Fonctionnement constant dans la zone nominale = charge mécanique stable, sans pics extrêmes de pression ou température.
Le compresseur reste dans des plages de fonctionnement idéales (pressostat, sécurité HP/BT).
2.2 Économie de lubrifiant
Moins de cycles = chauffe modérée du fluide frigorigène + huile.
La lubrification reste efficace, sans dégradation prématurée, réduisant les coûts de maintenance.
2.3 Protection contre le retour de liquide
Une charge constante empêche le retour de fluide non évaporé vers le compresseur.
L’absence de « liquid slugging » préserve les pistons, soupapes, paliers.
3. 💡 Économies d’énergie : de 10 à 20 % potentielles
3.1 COP maximal à charge nominale
Les courbes COP montrent un pic autour de 100 %, avec une surcapacité légère (110 %) tolérée sans chute significative de performance.
Comparé à une machine sous- ou surdimensionnée, la différence peut atteindre 20 % de consommation en moins.
3.2 Réduction des pertes d’énergie
Éviter les cycles de redémarrage fréquents évite les appels de courant massifs.
Le COP reste stable, évitant les zones d’inefficacité haute/partielle.
4. 🛠️ Retour d’expérience terrain
4.1 Usine agroalimentaire
Remplacement d’un groupe 150 kW → 165 kW (110 %) :
Stabilité de température ±0,3 °C,
PCOP +15 %,
ROI amorti en 24 mois.
4.2 Site pharmaceutique
Passage de 200 kW à 220 kW + régulation fine vibration :
Réduction des arrêts horaires,
Moins de stress mécanique,
Maintenance annuelle → biannuelle.
5. ⚙️ Conseils d’ingénierie & bonnes pratiques
5.1 Analyse de charge réelle
Audits de 30 jours pour mesurer charge moyenne + variabilité.
Ajustement de la puissance selon le climat (canicule), les cycles ou changements process.
5.2 Sélection du groupe froid
Utiliser les plages performances COP constructeur (courbe % charge vs COP).
Privilégier gamme modulaire ou multi-scroll (inverter) pour ajuster précisément la puissance.
5.3 Régulation et utilisation intelligente
Piloter via VSD ou modulation de compresseur.
Régulation par ΔT, point de rosée, température de sortie pour garder la pression thermique stable.
5.4 Ajouter du flottement : ballon tampon, inertie
Réservoir d’eau glacée (ballon) lissant les cycles
Permet au groupe de ne pas réagir à chaque fluctuation.
Vérification régulière du COP, nettoyage des échangeurs, test des sécurités.
6. 📈 Comparaison synthétique
Dimensionnement
Rendement énergétique COP
Durée de vie
Risques – Pics
ROI global
100 % – 110 % (opt)
Maximal
Maximale
Faible
Très bon
≤ 70 % (sous-dim)
Très mauvais
Faible
Élevé
Très mauvais
≥ 150 % (sur-dim)
Mauvais (cycles à vide)
Moyenne
Cyclage
Mauvais
≈ 90 %
Risqué (saturation)
Moyenne
Pic fréquent
Moyen
7. ✅ Viser l’excellence industrielle
Le dimensionnement idéal entre 100 % et 110 % de la capacité nominale n’est pas un luxe : c’est le pilier central d’un système performant, robuste et économe. Il garantit :
Une stabilité thermique fiable
Une longévité des équipements optimisée
Des économies d’énergie significatives
Un ROI durable
👉 Choisir cette zone, c’est aligner performance industrielle et responsabilité énergétique, pour un réseau frigorifique durable, rentable et résilient.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Un compresseur frigorifique ou groupe froid dimensionné à 90 % de la charge semblait une bonne idée… jusqu’à ce que l’usine souffre d’une canicule, d’un pic de production ou d’un redémarrage brutal. Voici pourquoi ce compromis technique peut coûter cher — et comment y remédier.
1. Entre performance et risque
Le dimensionnement à 90 % s’apparente à une zone grise : suffisamment financé pour couvrir la majorité des besoins, mais sans marge réelle. Cela expose le système aux risques extrêmes :
Défaillances automatiques ou contacts grippés apparaissent.
5. Efficacité énergétique dégradée 💡
5.1 COP en chute libre
Charge supérieure au nominal = COP chute,
Chaque kW produit moins que prévu.
5.2 Consommation électrique excessive
Facture 30 % plus élevée chaque kW de charge en excès,
ROI dégradé malgré équipements neufs,
Durée de vie et amortissement entamés.
6. Le stress du système : un cercle vicieux
Charge perpétuelle = rendement faible,
Usure accélérée = pertes réfrigérantes,
Maintenance imposée = arrêts,
Capacité diminue, stress augmente.
➡️ Sans reprise ni redéfinition, c’est un cercle sans fin.
7. Études de cas réels
7.1 Usine agroalimentaire
Groupe 250 kW dimensionné à 90 % (225 kW). Canicule → surcharge → arrêts fréquents, maintenance tous les 6 mois, 8 000 €/an. Remplacement par groupe 300 kW + ballon → ROI en 18 mois.
7.2 Site chimique
Groupe 150 kW → redémarrages fréquents → soupapes grippées, compresseur HS en 2 ans. Rectification : régulation Pi + contournement partiel pour lisser charge. Résultat : stabilité pression + moins de cycles.
8. Solutions ingénierie pour fiabiliser
8.1 Redimensionnement à 100–110 %
Mieux couvrir les réalités climatiques, pics,
Éviter saturation, cycles perturbants.
8.2 Ballon tampon / réservoir inertiel
Lisse les pics,
Stabilise pression et Delta T,
Réduit les cycles courts.
8.3 Régulation intelligente + VSD
Compresseurs modulaires (vitesse variable),
Adaptive aux besoins réels,
Économie de 30 % sur consommation électrique.
8.4 Supervision & maintenance prédictive
Mesure pression, vibration, température,
Alertes en temps réel,
Intervention contrôlée avant panne.
8.5 Cascade de groupes froids
Plusieurs groupes moins puissants,
Se déclenchent selon besoin,
Redondance assurée, cycles allégés.
9. Checklist ingénieur
Audit 30 jours (climat, cadences, pics)
Redimensionner à ≥ 100 %
Installer ballon tampon (10–20 %)
Activer VSD/regulation adaptative
Supervision IoT
Maintenance planifiée – pièces en stock
Opérer un groupe froid à 90 % de sa capacité nominale ? Ce choix peut coûter beaucoup plus cher que prévu. Stress, cycles, surchauffe, pannes, factures envolées… Il est urgent de prévoir une marge sécurisée, une régulation adaptative et un pilotage intelligent avant l’incident coûteux. Vous assurez ainsi un système stable, productif et durable — avec un ROI bien meilleur.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Un groupe froid industriel est conçu pour extraire une quantité de chaleur spécifique d’un process ou d’un environnement. Lorsqu’il est sous‑dimensionné (≤ 70 % de la charge requise), les conséquences peuvent être graves :
Process thermiquement instable, détérioration de la qualité produit
Fonctionnement continu, sans pause, provoquant une usure mécanique rapide
Rendement énergétique très dégradé, augmentant dramatiquement la facture électrique
Cet article technique, structuré et pédagogique analyse ces conséquences en profondeur, explique les mécanismes sous‑jacents et propose des pistes d’action pour corriger ou éviter ces situations.
1. ⚠️ Surcharge thermique du process
1.1 Incapacité à évacuer la chaleur
Un groupe froid sous‑dimensionné n’est pas capable de capter et évacuer la chaleur dissipée, ce qui entraîne :
Températures hors consigne, impact sur la qualité, la stabilité chimique ou microbiologique
Dérives thermiques prolongées, entraînant des arrêts ou reprises de production
Risque sanitaire ou industriel, selon le process (pharma, agroalimentaire…)
1.2 Instabilité des lignes sensibles
Fluctuation dans les temps de réaction ou durcissement des matériaux
Tolérances non respectées (plasturgie, métallurgie, électronique)
Obligation de retraitement, rebuts ou perte de production
Prévoir groupe froid à ~110–120 % de la charge moyenne
Intégrer réserve adaptative, ballon tampon ou pompe à eau glacée
7.3 Régulation technique
Piloter le compresseur via VSD ou modulation
Installer régulation avec hystérésis adéquate
Détecter et limiter les poursuites à vide
7.4 Maintenance proactive
Mesure de température, pression, vibration, COP
Planification proactive de nettoyage et remplacement de composants
Suivi de dérives thermiques, de filtrations et de lubrification
8. ⚙️ Étude de cas réel
Ancien groupe froid 80 kW pour charge réelle 120 kW → sous‑dimensionné à 67 %
Résultats : COP divisé par 2, usure des pièces en 2 ans, pannes trimestrielles
Rééquipement : groupe 150 kW + ballon 3 000 L + VSD → 25 % économies réelles, retour sur investissement < 2 ans
9. 🧭 Un groupe froid sous‑dimensionné (≤ 70 %) impacte directement :
La stabilité thermique des process
La durabilité et la fiabilité de l’équipement
L’efficacité énergétique et les coûts d’exploitation
Il est impératif de procéder à un dimensionnement réaliste, basé sur les données mesurées, avec une marge intelligente et des solutions techniques adaptées (tampons, régulation, maintenance). Le surcoût initial est largement compensé par :
Moins de pannes
Réduction des coûts énergétiques
Meilleur respect des exigences produit/process
ROI accéléré
👉 En ingénierie industrielle, le risque zéro n’existe pas, mais un dimensionnement bien conçu évite d’entrer dans un cercle vicieux de pénuries, de surchauffe et de factures explosées.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :
Un groupe froid industriel est un système complexe destiné à extraire une quantité précise de chaleur d’un process, d’un local ou d’une installation. Pour être efficace, il doit :
Extraire la chaleur en continu et en pointe,
Maintenir une température cible (souvent quelques °C) dans les pires conditions,
Gérer les contraintes climatiques et process,
Garantir fiabilité, efficacité et sécurité sur le long terme.
Mais le défi principal reste le dimensionnement exact du groupe froid : il repose sur des critères techniques, environnementaux, et opérationnels. Ce guide propose une démarche structurée pour tout ingénieur ou technicien intervenant sur un tel système.
1. Puissance frigorifique nécessaire (kW)
1.1 Calcul de la charge thermique
La puissance frigorifique (Q) correspond à l’énergie à extraire, exprimée en kW. Elle se calcule selon :
Le flux thermique du process (machines, réactions, équipements),
La différence de température à compenser,
Le débit de fluide caloporteur nécessaire.
Exemple : si l’eau passe de 20 °C à 10 °C avec un débit de 1000 L/h, et en considérant la chaleur spécifique de l’eau (4,186 kJ/kg·K), on obtient la puissance à capter .
1.2 Marge de sécurité
Aux exigences calculées, on ajoute généralement 10 à 20 % pour :
Pallier les imprévus,
Compenser les dérives climatiques ou process,
Assurer une plage de fonctionnement confortable.
Pfannenberg recommande d’intégrer cette marge « pour maximiser la valeur du choix de groupe ».
2. Température ambiante maximale prévue
2.1 Influence de l’ambiance
Le rendement du groupe froid dépend fortement de la température d’air ou d’eau du condenseur :
En air-cooled, la chaleur est rejetée vers l’air ambiant — plus il est chaud, plus l’effort est grand.
En eau-cooled, même principe via circuit d’eau/fluides.
Conair indique que dépasser la plage de température nominale de 35 °C réduit l’efficience, d’où l’importance de considérer des marges
2.2 Accessoires adaptés
Ventilation forcée plus performante,
Filtres et grilles dimensionnés,
Éventuellement refroidissement adiabatique ou échangeurs supplémentaires.
3. Température de consigne souhaitée
3.1 Choix du delta T
La température de consigne dépend du process. Plus elle est basse, plus la charge frigorifique est critique :
On consomme plus d’énergie et surcharges les composants.
Un réglage précis (±0.5 °C) est souvent requis pour les process sensibles.
3.2 Impact sur le COP
Plus le delta T est important (p.ex. eau à 5 °C vs 15 °C), plus le COP baisse. On passe alors sur des réseaux plus lourds (plus de puissance, plus de commandes « fine régulation »).
4. Type de fluide caloporteur
4.1 Eau vs glycols
Le fluide influe sur la capacité calorifique :
L’eau est efficace (4,186 kJ/kg·K),
Le glycol réduit la performance ( selon la concentration)
De plus, il faut choisir entre antigel ou protection biologiques selon les conditions.
4.2 Impact sur dimensionnement
Le fluide choisit influence directement le débit requis et donc la taille des pompes, tuyauteries, échangeurs.
5. Niveau de sécurité requis
5.1 Redondance
Dans les environnements critiques (industrie alimentaire, data centers…), on recommande :
Un groupe principal + un backup identique,
Ou une solution N+1 pour assurer continuité de service.
5.2 Précision d’opération
Certains process nécessitent une température stable à ±0.5 °C ou moins, ce qui impose :
Un contrôle fin (compresseur inverter, capteurs multiples),
Un échangeur à régulation dynamique,
Un disjoncteur ou alarme haute/précise sur la température.
6. Maintenir la température cible en toutes circonstances
6.1 Pics de charge
Majeurs en démarrage de process ou changement brutal.
Le groupe doit intégrer un tampon thermique (ballon d’eau glacée) ou prévoir une réserve de puissance ou un backup automatique.
6.2 Climats extrêmes
En canicule, surdimensionner de 10 à 20 %,
Protéger le condenseur du soleil direct,
Renforcer la ventilation (ventilo, échangeurs).
6.3 Arrêts / redémarrages fréquents
Les cycles courts endommagent les compresseurs,
Adapter le compresseur (scroll multi-états),
Ajouter un ballon tampon pour lisser la sollicitation.
7. Démarche de dimensionnement étape par étape
Étape A : Détermination de la charge thermique
Rassembler les données process (débit, température, puissance dissipée),
Appliquer la formule Q = ṁ × Cp × ΔT 1.16
Étape B : Correction du fluide
Ajuster la capacité selon la nature du fluide,
Déduire le débit nécessaire.
Étape C : Intégration du climats et marges
Ajouter surdimensionnement de 10–20 %,
Intégrer la température ambiante maximale.
Étape D : Lecture des courbes fabricants
Choisir un modèle selon ses performances à ces gammes ,
Vérifier le COP et la courbe de dégradation.
Étape E : Vérification hydraulique
Dimensionner la pompe,
Contrôler les pertes de charge.
Étape F : Sélection finale
Valider la capacité, le fluide, la précision, la redondance, le coût global.
Sélection de fluide optimisée (eau vs glycol vs mélange).
Ventilation/ombre du local évitent les surchauffes.
Ballon tampon ou eau glacée pour absorber les fluctuations.
Compresseurs modulables (inverter/scroll) réduisent les cycles.
Plan N+1 pour éviter les arrêts critiques.
Maintenance prédictive : températures, vibrations à surveiller.
Stock de pièces souvent négligé, mais réduit les arrêts long terme.
Le dimesionnement d’un groupe froid industriel est essentiel à sa performance. Il conditionne non seulement la capacité thermique, mais aussi :
La durée de vie du système,
Le coût énergétique et d’exploitation,
La fiabilité dans les cas critiques.
La méthode proposée – charge process + fluide + climat + sécurité + régulation – permet un dimensionnement rigoureux, aboutissant à un groupe froid robuste, économique et résilient. Pour aller plus loin : simulations, essais sur site dès la réception, et ajustements fins garantiront la réussite du projet.
En somme, l’ingénierie des fluides industriels est une discipline importante et diversifiée qui joue un rôle clé dans de nombreuses industries. Elle nécessite une expertise technique et une connaissance approfondie des systèmes de circulation des fluides, de la thermodynamique, de la mécanique des fluides, de la régulation et du contrôle des processus, ainsi que de la sécurité.
Notre blog est une ressource complète pour tout ce qui concerne les fluides industriels. Nous vous encourageons à explorer nos articles, nos guides pratiques et nos ressources de formation pour approfondir vos connaissances et améliorer vos performances énergétiques. N’hésitez pas à nous contacter pour bénéficier de nos services d’ingénierie personnalisés ou pour trouver les produits dont vous avez besoin via notre site de commerce en ligne. Ensemble, nous pouvons aller plus loin dans l’apprentissage et réaliser des économies d’énergie significatives. Contactez-nous dès aujourd’hui à l’adresse suivante :